Découpe Laser Trotec Speedy 100
- Présentation et Sécurité
- Choix des matériaux et paramètres de gravure
- Création de fichier pour la découpe laser avec Ruby
- Lancement d'une découpe/gravure sur la trotec Speedy 100 avec Ruby
- Utilisation du tourne-cylindre
- Maintenance et utilisation avancée
- Lancement de la Speedy 100 avec JobControl
- Linogravure et xylogravure
- Paramétrage d'un fichier pour la découpe laser avec Adobe Illustrator
Présentation et Sécurité
NE PAS DÉCOUPER OU GRAVER DES MATÉRIAUX NON APPROUVÉS
Risque d'émanation toxique ou de réflexion du laser
Voir les matériaux utilisables et interdits sur la page dédiée
Le déroulement de la conception à la réalisation :
→ dessiner son projet sur le logiciel adapté
→ ouvrir son projet avec Inkscape sur le poste opérateur de la machine
→ lancer une impression via Inkscape pour transférer son dessin vers le logiciel JobControl
→ paramétrer la machine suivant le matériau et les types de gravures
→ mettre en place son matériau et le mettre à distance focale
→ lancer son « job »


Lors de la mise sous tension de la machine le plateau se met à niveau, veuillez ne pas ouvrir le capot ni toucher au panneau de contrôle jusqu'à la fin de l'opération (signalée par un “bip” sonore).
Le matériel peut facilement prendre feu pendant le fonctionnement de la découpe laser
Il faut toujours être présent pendant la durée de l'usinage.
Pendant l'usinage, il peut y avoir des flammes, si c'est le cas, 3 mesures s'imposent :
1. il faut appuyer sur pause, ouvrir le capot et éteindre la flamme en soufflant dessus (en appuyant sur pause cela permet de mettre en arrêt votre travail, contrairement à l'ouverture direct du capot qui annule l'usinage)
2. si le feu ne s'arrête pas en soufflant dessus prendre l'extincteur et avertir un fabmanager
3. si le feu ne s'arrête pas avec l'extincteur avertir tout le monde, tirer le système d’incendie et évacuer le bâtiment
Choix des matériaux et paramètres de gravure
Pour rappel, ne peuvent être usinés que les matériaux plans, en respectant les dimensions maximales de la découpeuse
Si vous souhaitez effectuer une découpe, vous serez également limité en épaisseur (limite variable selon les matériaux mais globalement épaisseur de découpe inférieure à 10mm)
Il est interdit d'utiliser dans la découpeuse des matériaux dont vous ne connaissez pas la composition et qui pourraient émettre du chlore, du fluor ou autres gaz/vapeurs toxiques.
Interdiction de graver des Carte de circuit imprimé
La fibre de verre, la résine époxy et le cuivre peuvent dégager des fumées nocives
En effet, pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci. Certains matériaux ne peuvent pas être coupés par ce procédé, il peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines du Fablab.
Si vous apportez votre propre matériau, vous devez impérativement vous assurer auprès d'un·e fabmanager·euse qu'il est possible et sûr de l'usiner avec la découpeuse graveuse laser.
Choix des paramètres
Règles générales :
- Vitesse
- 5-6 max.
- Quand il y a des contours précis, descendre à 3mm
- Fréquence : Plus la fréquence est basse, plus il y a de puissance, car la laser a le temps de recharger entre deux tirs
Le fichier suivant à télécharger permet de tester les paramètres de gravure et de découpe sur un matériau de façon complète :
Matériaux qui ne peuvent pas être découpés au laser
- Tous les matériaux contenant du chlore, PVC, vinyl, … ⚠️ Utilisation interdite, risque d’émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… ⚠️ Utilisation interdite, risque d’émission de fluor sous forme de gaz
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - ⚠️ L'utilisation de matériaux réfléchissants pourrait endommager la machine
-
Polycarbonate / PC / Lexan / Makrolon : fond et brûle
-
Polystyrène expansé/extrudé (mousse): fond et brûle
-
Polypropylène expansé (mousse) : prend feu et fond
- ABS : émet du cyanure et a tendance à fondre
- HDPE (type bouteille de lait en plastique) : prend feu et fond
- Fibre de verre : émet des fumées
- Fibre de carbone : émet des fumées nocives
- La plupart des métaux
- Carte de circuit imprimé (Fibre de verre + époxy)
- Verre
- Medium valcromat teinté dans la masse : prend feu
⚠️ Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser.
Matériaux découpables au laser
-
Bois
-
Bois brut (faible épaisseurs)
-
Contreplaqués
-
-
Certaines matières plastiques :
-
Polyamide / PA / Nylon
-
Polyoxyméthylène / POM / Delrin
-
Polyester / PES / Thermolite / Polarguard
-
Polyéthylène téréphtalate / PET / Mylar
-
Polyimide / PI / Kapton
-
Polystyrène / PS
-
Acrylique / Polyméthylmétacrylate / PMMA / Plexiglas
-
Polypropylène / PP
-
Rhodoïd / Transparent pour rétroprojecteur
-
-
Mousses :
-
Polyester / PES
-
Polyéthylène / PE
-
Polyuréthane / PUR
-
Neopren - Prend feu facilement
-
-
Tissus (feutre, chanvre, coton, acrylique, nylon)
-
Cuir
-
Papier
-
Carton, carton bois
-
Carton plume (carton+mousse PU, disponible sous les marques Canson et Kapa) - Attention : Le carton mousse classique (carton+Polystyrène expansé) n'est pas autorisé dans la laser, à cause du polystrène (brûle et fond).
-
Caoutchoucs naturel, synthétique (uniquement s'ils ne contient pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux "gravables"
Sources
Wiki du Carrefour Numérique
Barney Art Labs
Auteure: Clara Devanz, sur le wiki du FabLab de Sorbonne Université
Création de fichier pour la découpe laser avec Ruby
Réalisation du motif
Rendez-vous sur Ruby et connectez-vous.
1) Cliquez sur l'icône entourée afin d'aller dans l'onglet de création de fichier
2) Toutes les icônes présentes dans l'encadré rouge représentent les outils pour réaliser son motif

 : Outils de sélection des objets
: Outils de sélection des objets
 :
: : Dessiner une ellipse
: Dessiner une ellipse : Dessiner un rectangle
: Dessiner un rectangle : Dessiner un polygone (Vous pouvez indiquer le nombre de sommet que vous souhaiter pour votre polygone)
: Dessiner un polygone (Vous pouvez indiquer le nombre de sommet que vous souhaiter pour votre polygone)
 : Fusionner : Combine plusieurs formes sélectionnées en une seule forme unifiée.
: Fusionner : Combine plusieurs formes sélectionnées en une seule forme unifiée.
 : Intersection : Crée une nouvelle forme à partir de la zone commune entre les formes sélectionnées.
: Intersection : Crée une nouvelle forme à partir de la zone commune entre les formes sélectionnées.
 : Différence : Soustrait la forme supérieure de la forme inférieure, ne gardant que la partie restante.
: Différence : Soustrait la forme supérieure de la forme inférieure, ne gardant que la partie restante. : Exclusion : Supprime la zone de chevauchement entre les formes sélectionnées, ne gardant que les zones non superposées.
: Exclusion : Supprime la zone de chevauchement entre les formes sélectionnées, ne gardant que les zones non superposées. Cet outil contient deux parties :
Cet outil contient deux parties :
- Aligner : Permet d’aligner plusieurs objets entre eux (par le haut, le bas, le centre, la gauche, la droite ou au milieu) selon un axe horizontal ou vertical.
- Répartir : Espace uniformément plusieurs objets sélectionnés, soit horizontalement, soit verticalement, selon les bords ou les centres.
Partir d'une image existante
En effet, il est possible de partir d'une image existante pour réaliser son motif de découpe/gravure laser.
Commencez par trouver l'image votre image d'inspiration.
NB : Il faut choisir des images très simplistes et en noir et blanc de préférence.
Exemple d'image intéressante :

Une fois votre image choisi. Importez la dans Ruby en cliquant sur  puis en la sélectionnant dans votre explorateur de fichier.
puis en la sélectionnant dans votre explorateur de fichier.

Cliquez maintenant sûr cet outil  . Cet outil nous permets de vectoriser l'image.
. Cet outil nous permets de vectoriser l'image.
Une fois vectorisé, nous obtenons quelques choses comme cela :
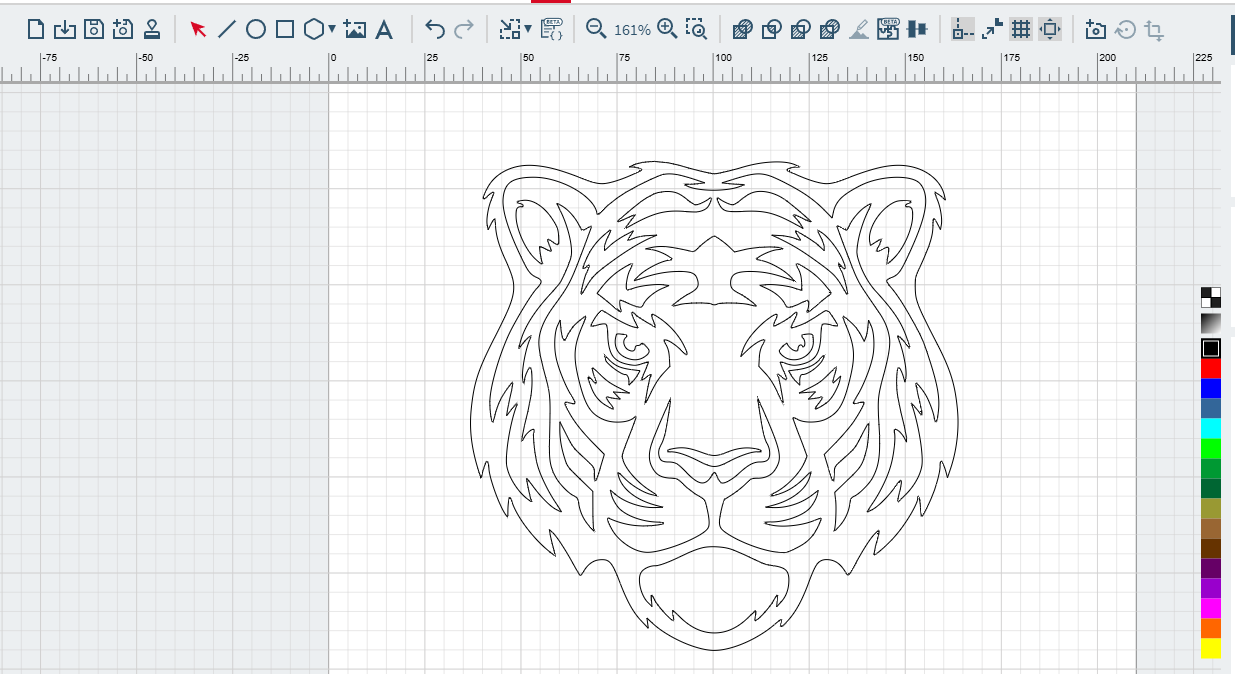
En sélectionnant un objet on peut le déplacer ou le changer de couleur.
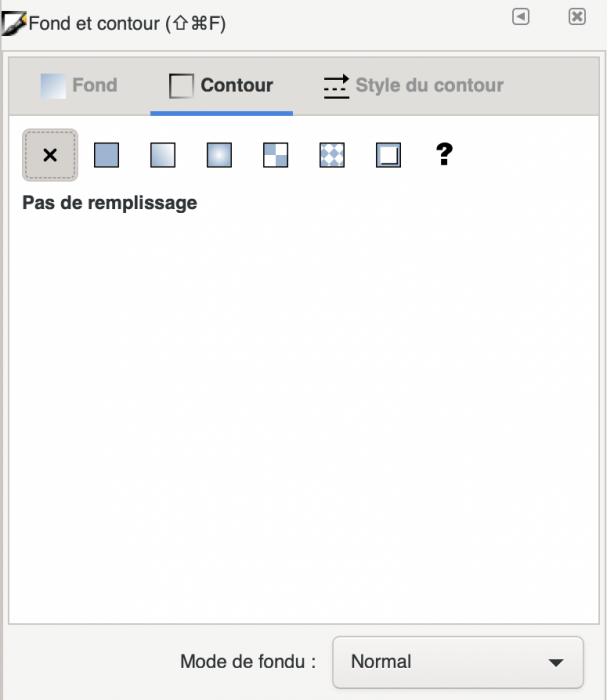
Si vous souhaitez appliquer un fond à votre motif, vous pouvez cliquer sur l'outil remplissage.

Paramétrage du motif
1 ) Il y a un code couleur à respecter. Répartition des couleurs et de leurs fonctionnalité :
- Découpe : rouge RVB (255,0,0)
- Gravure : ( Attention, chaque couleur correspond à un niveau de gravure plus ou moins profond que vous pouvez paramétrer individuellement. Pour plus de simplicité, limiter vous à un seul niveau de gravure. Ensuite, si vous voulez allez plus loin, vous pourrez faire plusieurs niveau de gravure)
-
- Noir (Couleur de gravure par défaut) -> RVB (0,0,0)
- Bleu foncé -> RVB (0,0,255)
- Bleu grisé -> RVB (51,102,153)
- Bleu -> RVB (0,255,255)
- Vert -> RVB (0,255,0)
- Vert gazon -> RVB (0,153,51)
- Vert foncé -> RVB (0,0,0)
- etc... (Normalement vous n'aurez pas besoin d'autant de niveau de gravure, un ou deux suffise
Comment sélectionner les couleurs ? Il vous suffit de sélectionner l'objet dont vous souhaitez changer la couleur à l'aide de l'outil sélection dont nous avons parlé un peu plus haut et de cliquer sur la couleur que vous souhaitez lui attribuer.
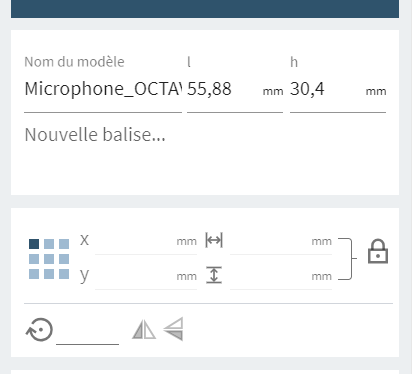
2) Dimensions : Faites bien attention à mettre votre motif aux dimensions que vous souhaitez. (en mm)
Le cadenas permet de faire en sorte que les valeurs soient modifiées (longueur/largeur) de façon proportionnel lorsqu'il est fermé. Et si le cadenas est ouvert, vous pouvez modifier la longueur/largeur de façon indépendante l'une de l'autre.
NB : Taille maximal d'une planche : 600x300 mm. Pensez à vérifier dans les chutes avant de prendre une nouvelle planche.
Lancement d'une découpe/gravure sur la trotec Speedy 100 avec Ruby
- Sur le PC, lancer l’application TROTEC RUBY

- Une page de connexion va s’ouvrir, connectez-vous avec les identifiants qui vous ont été attribués.

-
Pour créer votre motif, vous avez plusieurs solutions. Soit vous le réaliser depuis le logiciel Ruby. Soit vous le réaliser sur un logiciel tiers tel que inkscape ou encore adobe illustrator.
- Pour la création de fichier avec ruby :
- Pour l'utilisation de inkscape veuillez vous référez au tuto suivant :
Utilisation d'Inkscape | Innovation IUT Haguenau
- Pour la création de fichier avec Adobe Illustrator veuillez vous référer au tuto suivant :
! ATTENTION !
Votre dessin doit respecter la mise en forme suivante :
- Les traits de découpe ou les contours des formes à découper doivent être en rouge (R: 255, V: 0, B: 0, A: 100) et sans couleur de fond.
- Les surfaces à graver doivent être des tracés fermés, sans contours, avec un fond noir (R: 0, V: 0, B: 0, A: 100).
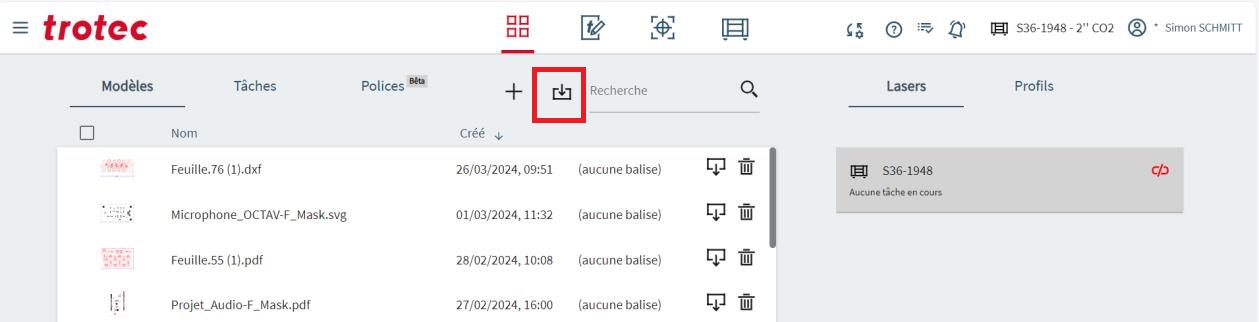
- On arrive sur la page principale où on peut importer les designs.

Ce bouton permet d’importer un design (formats à privilègier : PDF, SVG, DXF)

l’import de fichiers DXF produit parfois des erreurs
(Liste complète de formats supportés : .ai, .pdf, .tsf, .png, .bmp, .jpg, .tld, .svg, .zip, .eps, .cdr,
.cmx, .otg, .odg, .dxf, .djvu, .dng, .dib, .emf, .wmf, .emz, .wmz, .svgz)
Ce bouton en haut de l’écran permet de passer à l’étape suivante
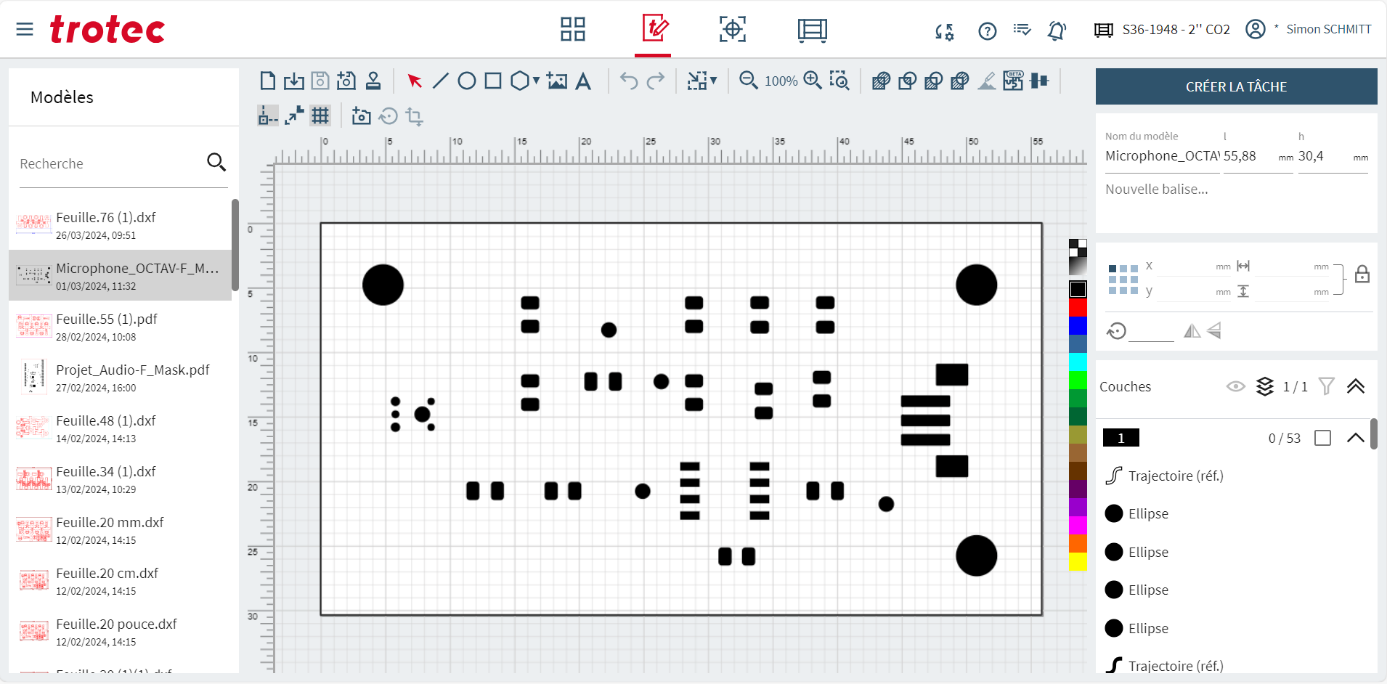
- On arrive sur la page de préparation de dessin :


Sur la gauche de l’écran, on peut choisir sur quel modèle on va travailler. En haut de la liste se situe le modèle importé le plus récemment. Il suffit de cliquer sur le modèle.
Ce bouton permet de redimensionner la « zone de travail » au plus proche des éléments de dessins présents dans le projet. Il est recommandé de cliquer dessus une fois avant de faire quoi que ce soit.

Sur la droite de l’écran, on voit les dimensions du modèle. Il faut IMPERATIVEMENT vérifier que le dessin est à la bonne taille. On peut facilement redimensionner le dessin en entrant à la main les bonnes mesures.

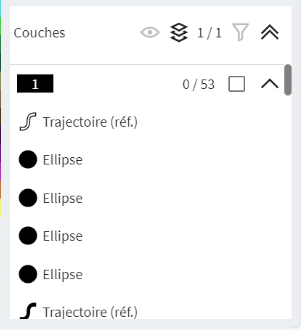
Sur la droite de l’écran, on a la liste des éléments constitutifs du dessin. On part du principe que les « trajectoires » seront des découpes et les formes (comme les ellipses de l’exemple) seront des gravures.

On peut cliquer sur un élément PUIS sur une des couleurs à droite de la zone de travail pour lui attribuer une couleur. La couleur d’attribution permettra de séparer les éléments à découper et les éléments à graver. On pourra même choisir de faire plusieurs gravures avec chacune des paramètres différents (par ex plus ou moins foncé si le matériau le permet)

Une fois qu’on a terminé nos éventuelles modifications, on peut cliquer sur « créer la tâche »





On arrive sur l’écran de fabrication
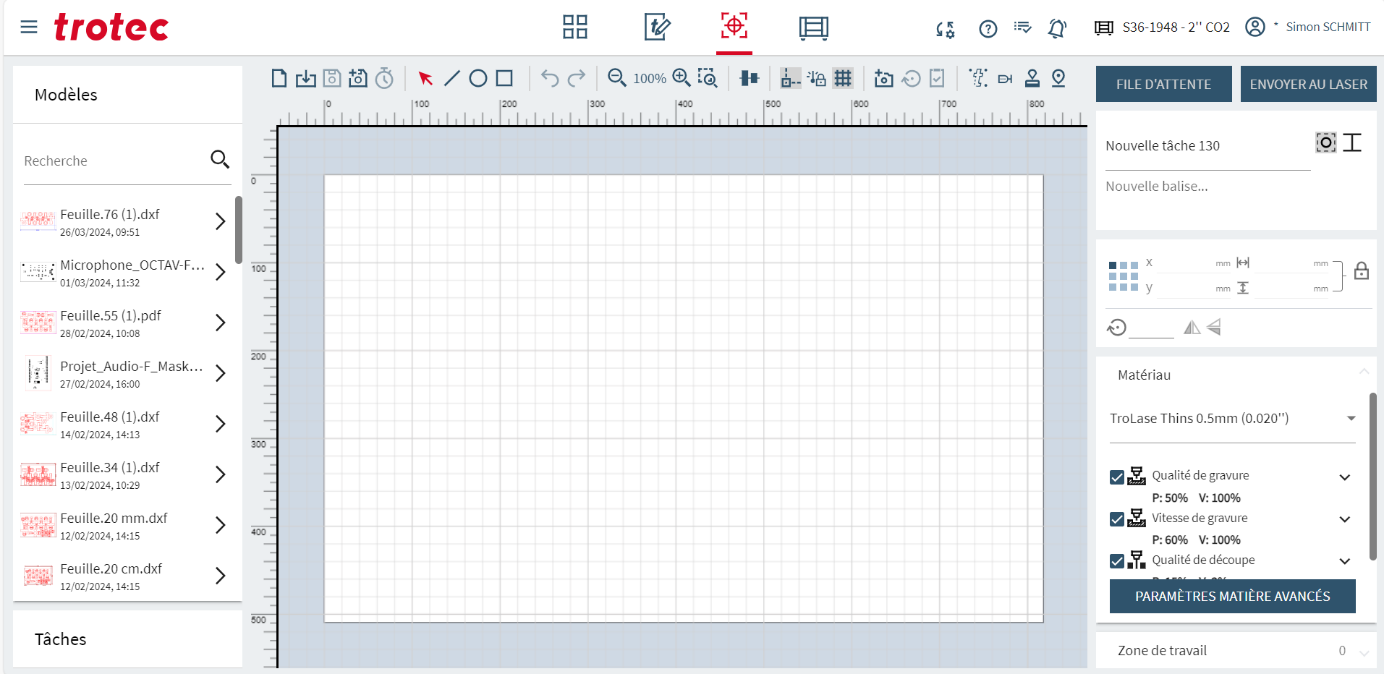 Arriver sur cet écran après avoir cliqué sur « créer la tâche » mettra le modèle sur lequel on vient de travailler sur la table. Cet écran représente la zone de travail du laser.
Arriver sur cet écran après avoir cliqué sur « créer la tâche » mettra le modèle sur lequel on vient de travailler sur la table. Cet écran représente la zone de travail du laser.
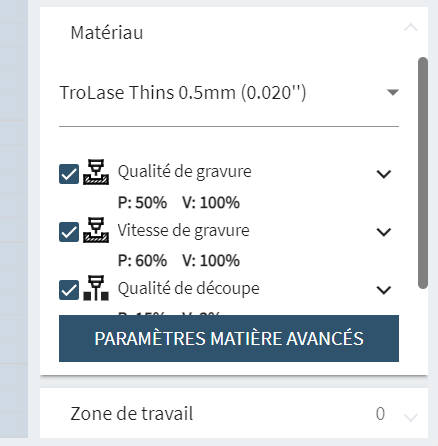
A droite de l’écran, on a les différents processus de gravure et de découpe.
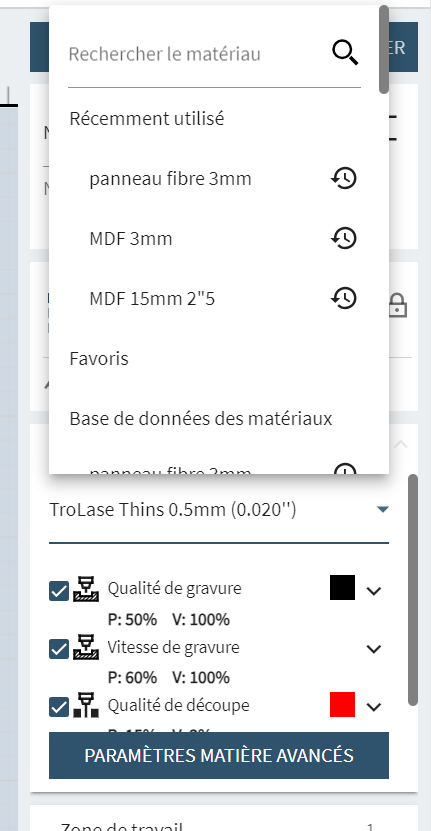
En cliquant sur le nom du matériau, on accède à la liste des matériaux supportés par la machine avec des profils testés. On peut faire une recherche.
Les matériaux les plus utilisés : ( NB : attention à sélectionner la bonne épaisseur, en général 3mm sauf pour le cuir mais pensez à mesurer vous même pour être sûr)
- Acrylique -> TROGLASS
- Bois type MDF -> "Wood MDF"
- Bois type contreplaqué ->"Wood Plywood"
- Cuir -> "Leather Leather"
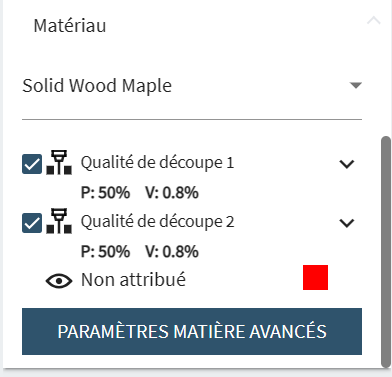
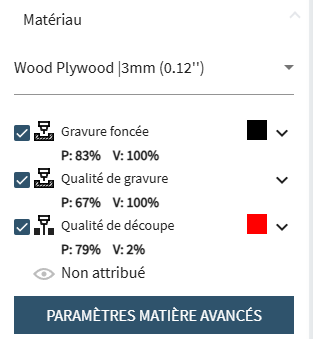
Une fois le matériau choisis, on va vérifier que les bonnes couleurs sont attribuées aux bons processus.
En cliquant sur un carré de couleur, on ouvre la liste des processus utilisables pour ce matériau. Cliquer sur le processus voulu pour cette couleur.
Une fois la préparation terminée, cliquer sur « Envoyer au laser »
Si les bonnes couleurs sont attribués aux bonnes fonctions, vous pouvez passer à la suite.
Pour rappel :
Répartition des couleurs et de leurs fonctionnalité :
- Découpe : rouge RVB (255,0,0)
- Gravure : ( Attention, chaque couleur correspond à un niveau de gravure plus ou moins profond que vous pouvez paramétrer individuellement. Pour plus de simplicité, limiter vous à un seul niveau de gravure. Ensuite, si vous voulez allez plus loin, vous pourrez faire plusieurs niveau de gravure)
-
- Noir (Couleur de gravure par défaut) -> RVB (0,0,0)
- Bleu foncé -> RVB (0,0,255)
- Bleu grisé -> RVB (51,102,153)
- Bleu -> RVB (0,255,255)
- Vert -> RVB (0,255,0)
- Vert gazon -> RVB (0,153,51)
- Vert foncé -> RVB (0,0,0)
- etc... (Normalement vous n'aurez pas besoin d'autant de niveau de gravure, un ou deux suffisent)
- Vous pouvez réaliser la calibration de la machine.
Ouvrez la zone de découpe et placez-y votre plaque (MDF ou PMMA ; pour les autres matériaux vérifier s'ils peuvent passer à la découpeuse laser); celle-ci ne doit pas dépasser de la zone de découpe et être la plus plate possible.
Le contreplaqué inférieur à 4mm d'épaisseur peut parfois gondoler, utilisez du scotch dans les coins pour le fixer au plateau et faire en sorte que la planche soit bien plate.
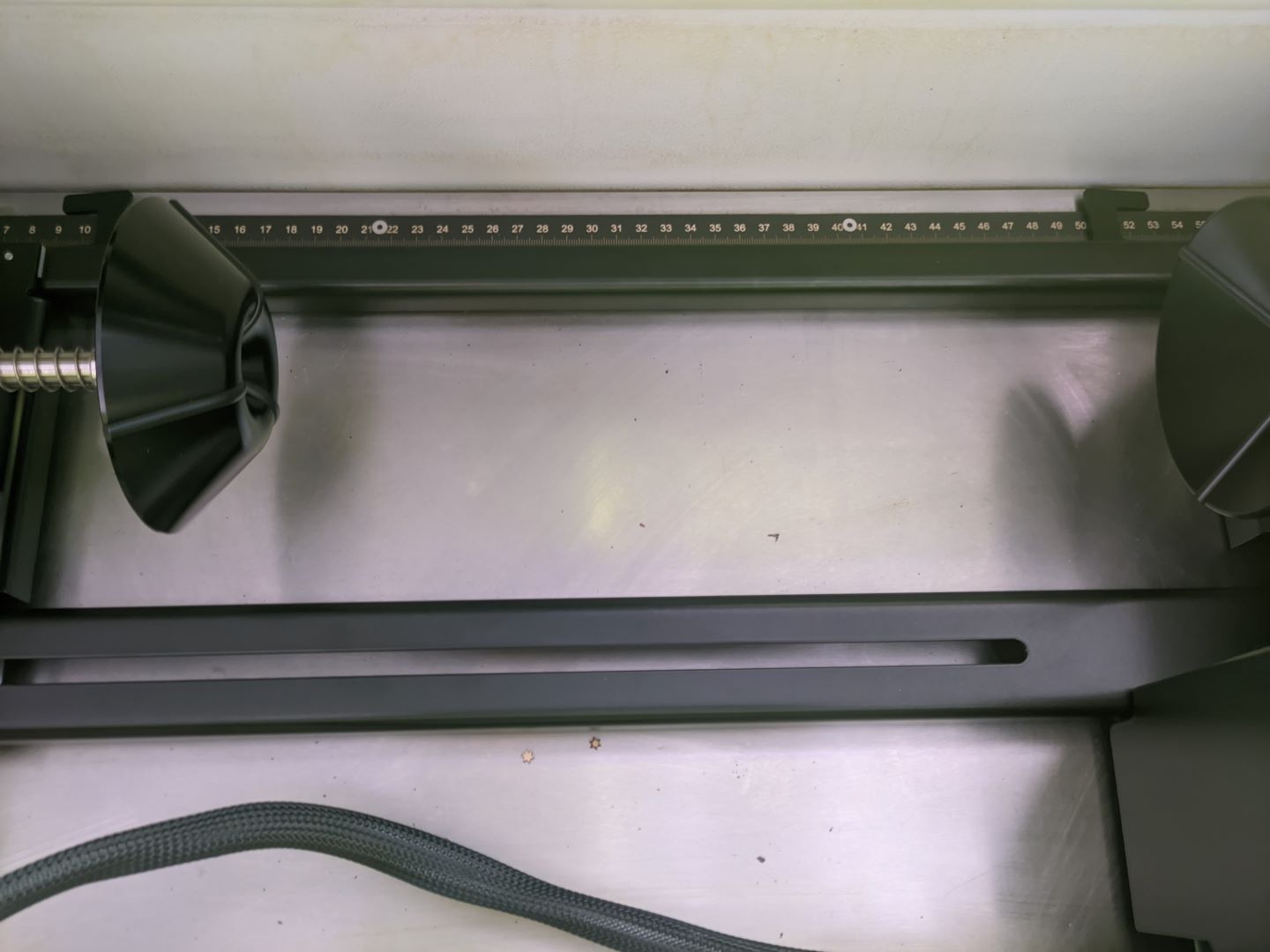
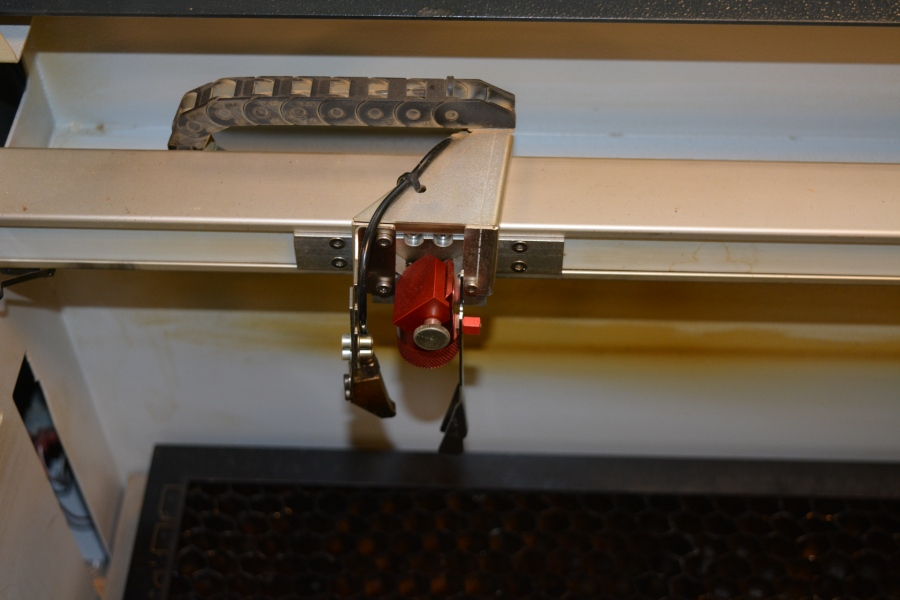
Faites la focale : pour cela placez le laser au milieu de la zone de travail (de votre plaque) à l'aides des flèches et posez le calepige en équilibre sur la rainure à droite (il faut le tenir par l'écrou rouge). Remontez alors très lentement le plateau jusqu'à ce que votre plaque touche le calepige et le fasse tomber. Replacez le calepige dans l'emplacement dédié.



Il faut faire la focale à chaque fois que l'on met une nouvelle plaque dans la machine, même si c'est le même matériau (des petites variations d'épaisseur peuvent apparaître)
Placez ensuite le laser dans le coin supérieur gauche de votre planche (ou à l'endroit où vous voulez faire la découpe). Si vous ne voyez pas le pointeur rouge du laser (sur le plexi par exemple), utilisez une feuille blanche pour le visualiser. Par convention on placera le travail de sorte à ce que le pointeur laser soit dans son coin gauche.
Essayez toujours de minimiser le gaspillage de matériel lorsque vous positionnez le curseur. N'hésitez pas à prendre une règle pour vérifier que votre travail va bien rentrer dans l'emplacement que vous avez repéré.
-
On arrive sur l’écran de file d’attente de production

Le projet qu’on vient de réaliser apparait directement sur l’écran
Pour lancer la fabrication, cliquer sur le bouton « lecture »
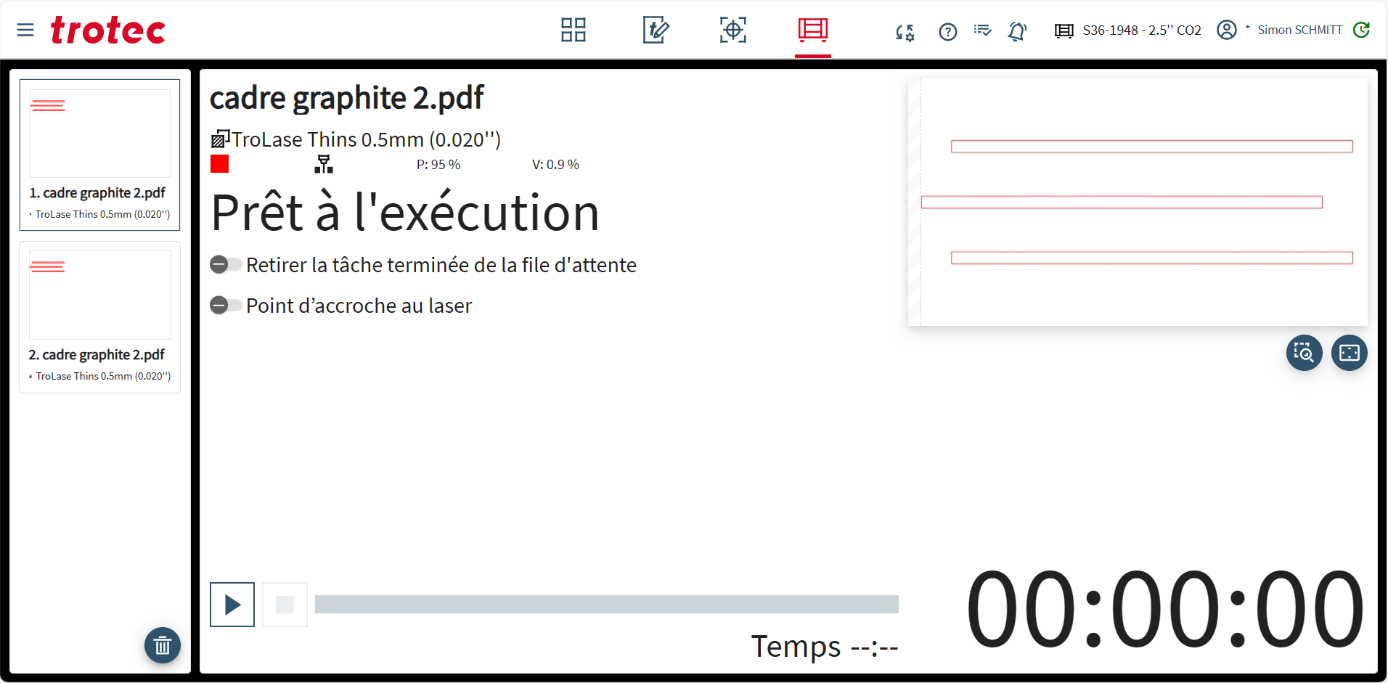

Une fois la production terminée, attendre 20 secondes que le système d’aspiration récupère les fumées qui pourraient rester dans la machine.
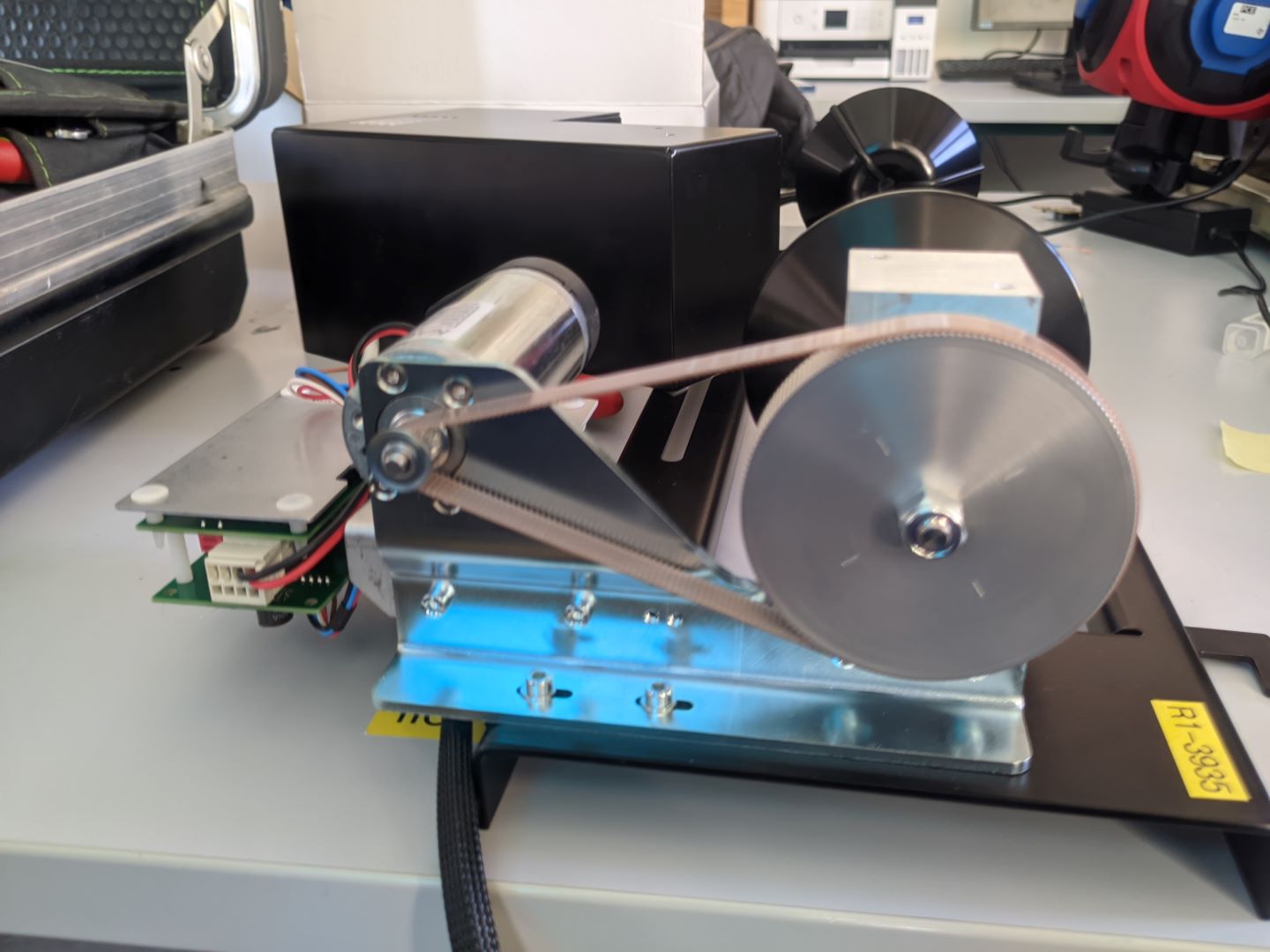
Utilisation du tourne-cylindre
Installation
- Couper la machine
- Dévisser le et débrancher le souffleur d'air (laisser le tuyau trainer)
Enlever ou soulever le souffleur d'air qui risque sinon de rentrer en collision avec les supports de cylindre

- Descendre le plateau et enlever le nid d’abeille
- Installer le tourne-cylindre
- Brancher le tourne-cylindre

- Allumer la machine
- Le Y vient se centrer sur l’axe du tourne-cylindre, pas de calibration nécessaire
- Les boutons haut/bas permettent de tourner. Droite/gauche reste droite/gauche
- Vérifier que l’objet est bien centré sur l’axe, vérifier que le laser ne tape pas les supports du tourne-cylindre
Maintenance et utilisation avancée
Choix lentilles, réglage focale et soufflage d'air
Chaque lentille a une distance focale différente et va donc envoyer un faisceau de rayons laser plus ou moins parallèles ou coniques (convergents). Plus le rayon focal de la lentille est petit, plus le faisceau est conique et plus l'énergie est concentrée en un point focal, permettant de graver de manière précise à une hauteur donnée Z. Plus le rayon est grand, plus les rayons sont parallèles et plus l'énergie est diffusée sur la hauteur Z, permettant de découper un matériau plus épais. Plus le rayon est petit, plus le faisceau convergera en un point focal proche de la lentille (distance focale courte), et plus la calepige sera courte.
| Lentilles CO2 | Lentille Flex CO2 / fibré | |||
| Focale | 1.5 | 2 | 2.5 | 2.85 (équivalent 2 CO2) |
| Couleur calepige | rouge | noir | argenté | doré |
| Hauteur réglage d'air | index haut | index milieu | index bas | entre milieu et bas |
| Usage | gravure détaillée | gravure et découpe | découpe | gravure et découpe |
Régler la hauteur du souffleur d'air pour qu'il souffle sur le point focal (point rouge sur le matériau).
Appuyer simultanément sur le bouton ventilo + flèche haut blanche pour Activer le soufflage d’air :
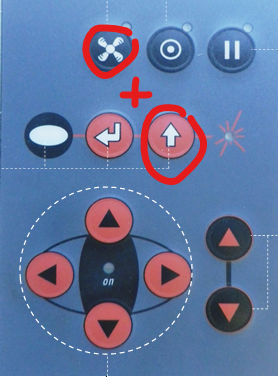
Utiliser du papier pour sentir où ça souffle.
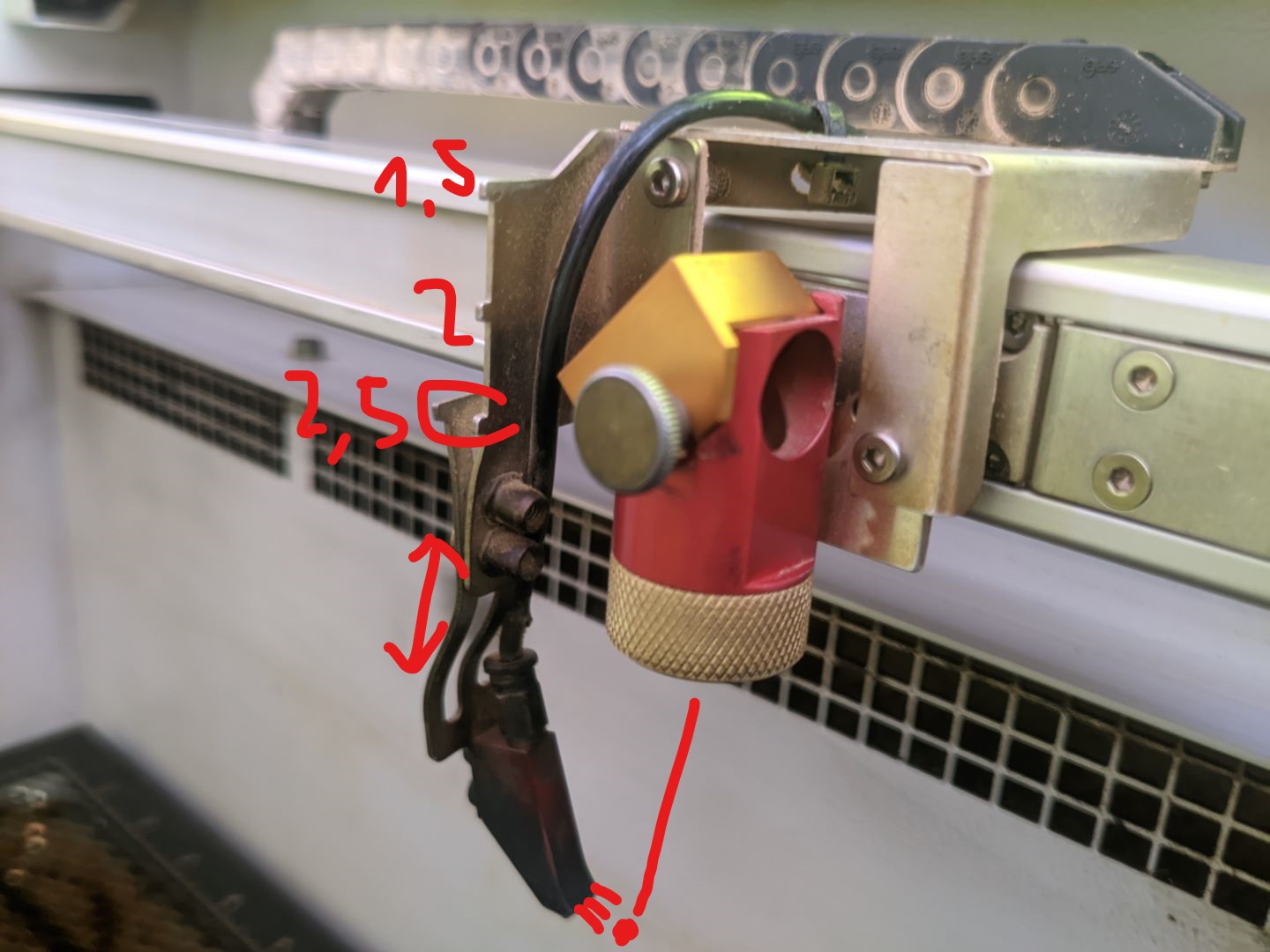
Il existe 4 lentilles de focales différentes, dont 3 uniquement pour le laser CO2 :
- focale 1.5 : gravure détaillée, pige rouge, souffleur sur l'index du haut
- focale 2 : polyvalente (gravure et découpe), pige noire, souffleur sur l'index du milieu
- focale 2.5 : découpe, pige argentée, souffleur sur l'index du bas
Et 1 lentille compatible laser fibré et CO2 (équivalent 2 en CO2) :
- focale 2.85 ("Lentille Flex") : équivalent focale 2 donc polyvalent en CO2, pige dorée
Utiliser impérativement la lentille flex 2.85 pour le laser fibré
Tourne-cylindre
- Si ça couine en tournant, détendre la courroie de transmission.
Récap maintenance
- Chaque jour d'utilisation intensive ou toutes les semaines
- Nettoyage lentille
- Changement préfiltre de hotte
- Tous les mois
- Nettoyage miroirs
- Nettoyage intérieur au savon de Marseille, dégraissant
- Changement filtre à air quand 100%
- Tous les ans
- Nettoyage circuit d'air
- Nettoyage miroirs à l'arrière à droite de la graveuse (nécessite démontage)
- Tous les 2 ans
- révision par trotec
- nid d'abeille quand trop encrassé (dégagement fumée)
- Tous les 5 ans (2030) :
- Changement Filtre et préfiltre à charbon
- Nettoyage des capteurs et de tous les contacts au spray à contact
Pas de graissage des axes car les fumées et poussières feraient des pâtés
Maintenance lentille et 2 miroirs
Lentille OK / NOK


Nettoyage
- Chaque jour où elle a été utilisée
- Au moins une fois par semaine
Changement
- Quand il reste une marque après nettoyage
- Pour changer de focale pour être plus précis (gravure) ou plus puissant (découpe profonde)
Montage / Démontage
- Convexe/bombé en haut
- Plat en-dessous
- On doit se voir à l'endroit quand on regarde dedans

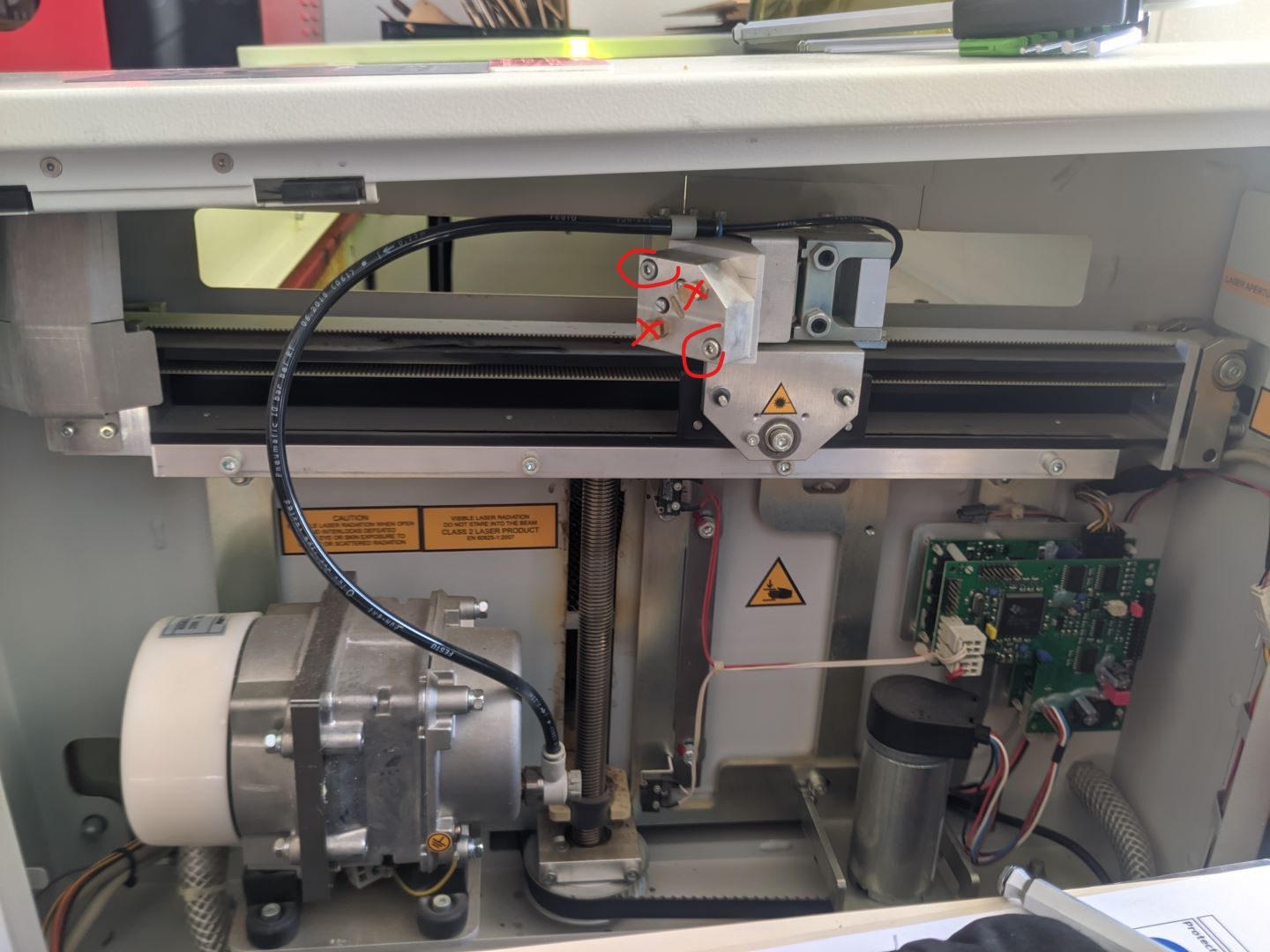
Miroirs 1 et 2
- Nettoyage tous les mois
- Miroir 1 au dessus de la lentille

- Miroir 2 dans la trappe sur la droite de la machine
- Dévisser les 2 vis avec une clé alène
Ne surtout pas toucher aux vis dorées qui servent à régler l'alignement du miroir
Filtres
- Attention se bouche beaucoup plus vite avec le MDF à cause de la colle
- Une bonne combustion sans flamme peut préserver les filtres

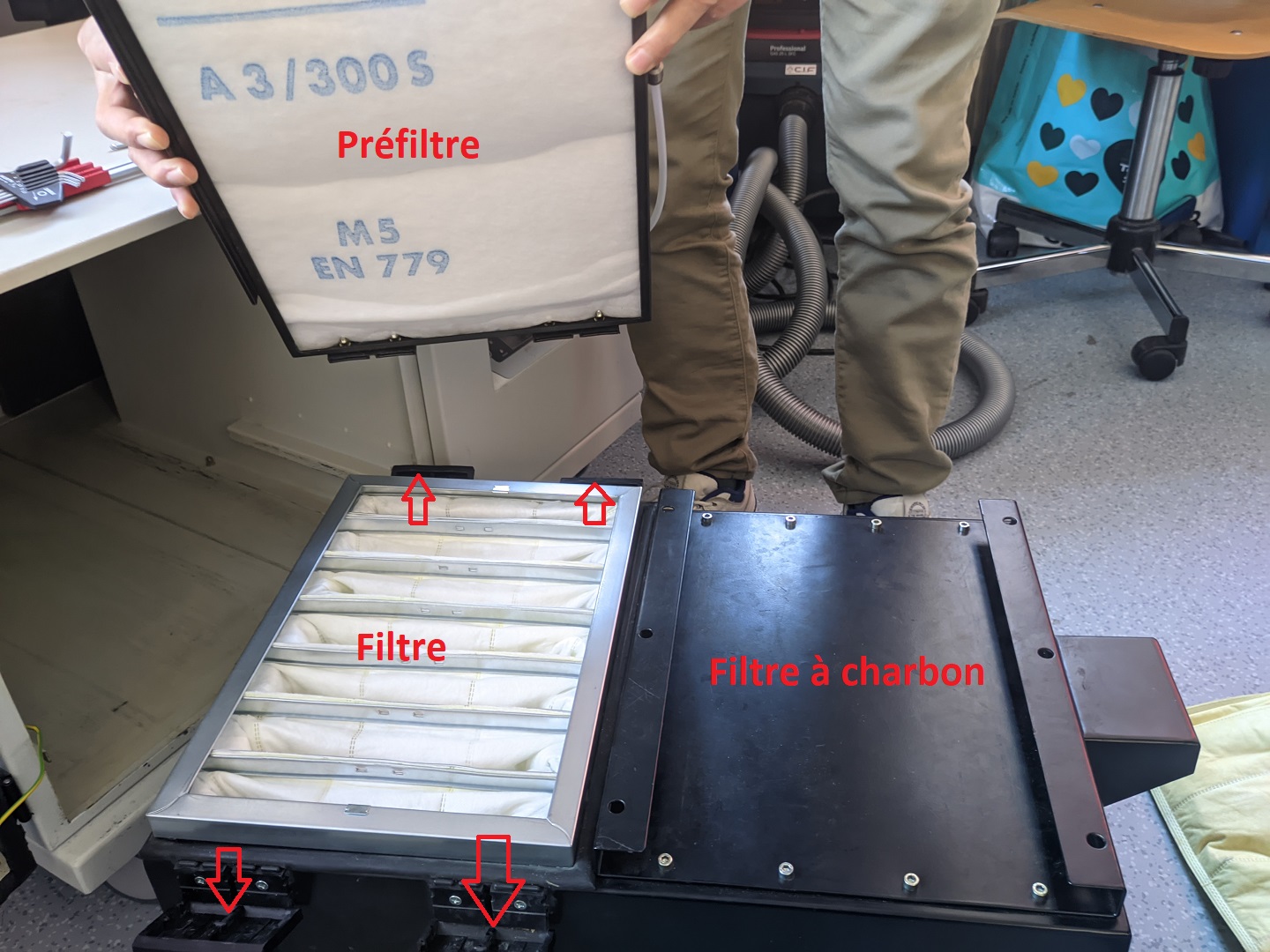
Filtre et préfiltre :
- à changer quand capteur à 100%
- Peut être soufflé et remis en place
Filtre à charbon et les préfiltres dans le compartiment charbon tous les 7 ans :
- ~2030 ?
Support nid d'abeille
- Nid d'abeille 12.7mm (500€)
- changement quand trop encrassé (dégagement fumée)
Défaut axe Z
En 2025 on a eu un soucis où le plateau remontait lentement à l'initialisation jusqu'à rentrer en collision avec le haut de la machine
- Les capteurs fin de course de l'axe Z étaient encrassés -> Le capteur était tout le temps enclenché
- A l'initialisation de la machine, le plateau descend jusqu'à enclencher le capteur. Puis il remonte lentement et légèrement jusqu'à ce que le capteur se relâche. La machine continue alors son cycle d'initialisation
- Le plateau remonte lentement et la machine ne s'initialise jamais
- Nettoyage des capteurs de fin de course et de tous les contacts au spray à contact

Lancement de la Speedy 100 avec JobControl
Informations et précautions
Puissance du laser CO2 : 60W
Puissance du laser Fibré (pour la gravure métal) : 20W
Comme indiqué dans la page Présentation de la Trotec Speedy 100, la surface de travail maximale de la machine est de 610 x 300 mm (en vrai 615 x 307) mais pensez à prévoir des marges autour de votre travail. Attention, il faut à tout prix éviter de découper trop près du bord pour éviter des départs de flammes ! 🔥🔥
Au FAN, nous utilisons un laser fibré ou CO2. L'épaisseur maximale conseillée pour la découpe est d'environ 7 mm.
Certaines matières ne peuvent être découpées / gravées à la laser car elles émettent des gaz toxiques voire mortels, elles prennent feu, fondent ou endommagent la machine.
Moralité : si vous apportez votre propre matériau, vous devez impérativement :
- en connaître la composition
- avoir fait une première recherche pour savoir s'il est compatible avec la machine
- faire vérifier et valider par un.e fabmanager
Vous devez toujours surveiller la machine toute la durée de l'usinage, et être en particulièrement vigilant.e à l'émission de fumées inhabituelles et de flammes. Si des flammes apparaissent, prévenez immédiatement un.e médiateur.ice.
Le site internet BOXES.PY permet de créer différentes boites en donnant les cotations que nous désirons. Il nous créera un fichier que l'ont doit modifier avec les bonnes couleurs.
Préparation du fichier
- Importez votre dessin (SVG, DXF, EPS) dans le logiciel Inkscape.
Votre dessin doit respecter la mise en forme suivante :
- Les traits de découpe ou les contours des formes à découper doivent être en rouge (R: 255, V: 0, B: 0, A: 100) et sans couleur de fond.
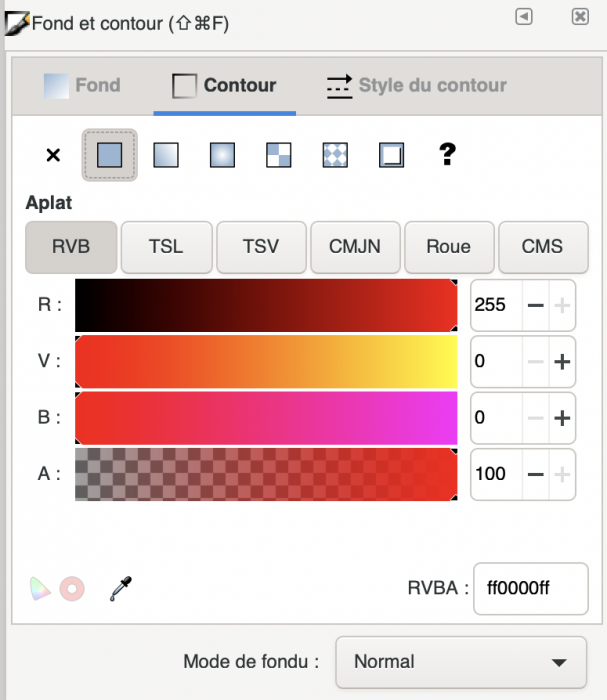

- Les surfaces à graver doivent être des tracés fermés, sans contours, avec un fond noir (R: 0, V: 0, B: 0, A: 100).

- La convention est d'utiliser des traits de contour bleus pour le marquage (R: 0, V: 0, B: 255, A: 100). Le marquage est comme une découpe légère, qui ne passe pas à travers la matière mais la marque simplement.
Attention : pour graver du texte il faudra d'abord transformer votre texte en objet vectoriel en utilisant la fonction “Objet en chemin” du menu “Chemin”.
Si vous avez des calques, ne pas faire de couches trop profondes ! Elles risquent de pas être prises en compte par JobControl.
Systématiquement faire un test de découpe / gravure / marquage (selon l'opération à effectuer) sur un petit morceau du matériau, a fortiori dans l'un des cas suivants : - c'est une matière assez coûteuse (comme le PMMA 6mm) - c'est un travail de dimensions importantes (vous ne voulez pas gâcher toute une plaque) - c'est un matériau qui est rarement usiné au fablab - il y a de la gravure / du marquage à faire
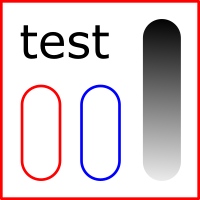
Un test peut prendre la forme d'un petit dessin vectoriel :
Cela permet de vérifier que la matière est bien découpée dans toute son épaisseur et que le résultat de gravure / marquage nous satisfait esthétiquement. Si le test est concluant, on passe à la suite, sinon on peut modifier les paramètres de découpe / vérifier que la focale est faite correctement / vérifier que le matériau est bien plan...- découpe externe carrée (contour rouge) dimensions 15mmx15mm (on a dit millimètres, pas cm !) - découpe interne ellipse (contour rouge) - gravure ellipse (fond dégradé gris-noir) - marquage ellipse (contour bleu)
Un test de ce type (15mm*15mm) est en fichier joint à cette page dans le menu latéral, n'hésitez pas à l'utiliser (et si besoin à supprimer les éléments que vous n'avez pas besoin de tester)
{kind=link}
Besoin de vectoriser une image matricielle ? On aborde quelques méthodes bien pratiques dans cette page.
Une fois votre fichier prêt, allez dans “Fichier” puis “Imprimer”. Sélectionnez comme imprimante la “Trotec Engraver v10.3.0” et cliquez sur “Préférences…” pour ouvrir les paramètres de la découpeuse laser.

Vous pourrez ainsi sélectionner :
- Minimise la taille du job: permet de réduire le fichier de découpe au “dessin” et non à la page.
- Type de matériaux et épaisseur (les matériaux les plus utilisés se trouvent dans FABLAB.
- Choix de la résolution
- Ligne de découpe : permet de rajouter une ligne de découpe autour de votre “dessin”.
- Bouton JC : permet de valider vos paramètres.
Les autres paramètres ne doivent pas êtres modifié sans l'autorisation d'un responsable.
Une fois vos paramètres sélectionnés, vous pouvez cliquer sur “Ok” cela lancera automatiquement le logiciel JobControl et votre travail ira dans la file d'attente des jobs.
Vous pouvez maintenant allumer la machine
Préparation du matériel de découpe
Ouvrez la zone de découpe et placez-y votre plaque (MDF ou PMMA ; pour les autres matériaux vérifier s'ils peuvent passer à la découpeuse laser); celle-ci ne doit pas dépasser de la zone de découpe et être la plus plate possible.
Le contreplaqué inférieur à 4mm d'épaisseur peut parfois gondoler, utilisez du scotch dans les coins pour le fixer au plateau et faire en sorte que la planche soit bien plate.
Faites la focale : pour cela placez le laser au milieu de la zone de travail (de votre plaque) à l'aides des flèches et posez le calepige en équilibre sur la rainure à droite (il faut le tenir par l'écrou rouge). Remontez alors très lentement le plateau jusqu'à ce que votre plaque touche le calepige et le fasse tomber. Replacez le calepige dans l'emplacement dédié.


Il faut faire la focale à chaque fois que l'on met une nouvelle plaque dans la machine, même si c'est le même matériau (des petites variations d'épaisseur peuvent apparaître)
Placez ensuite le laser dans le coin supérieur gauche de votre planche (ou à l'endroit où vous voulez faire la découpe). Si vous ne voyez pas le pointeur rouge du laser (sur le plexi par exemple), utilisez une feuille blanche pour le visualiser. Par convention on placera le travail de sorte à ce que le pointeur laser soit dans son coin gauche.
Essayez toujours de minimiser le gaspillage de matériel lorsque vous positionnez le curseur. N'hésitez pas à prendre une règle pour vérifier que votre travail va bien rentrer dans l'emplacement que vous avez repéré.
Lancement du travail
Normalement, cette fenêtre devrait s'être ouverte entre temps :
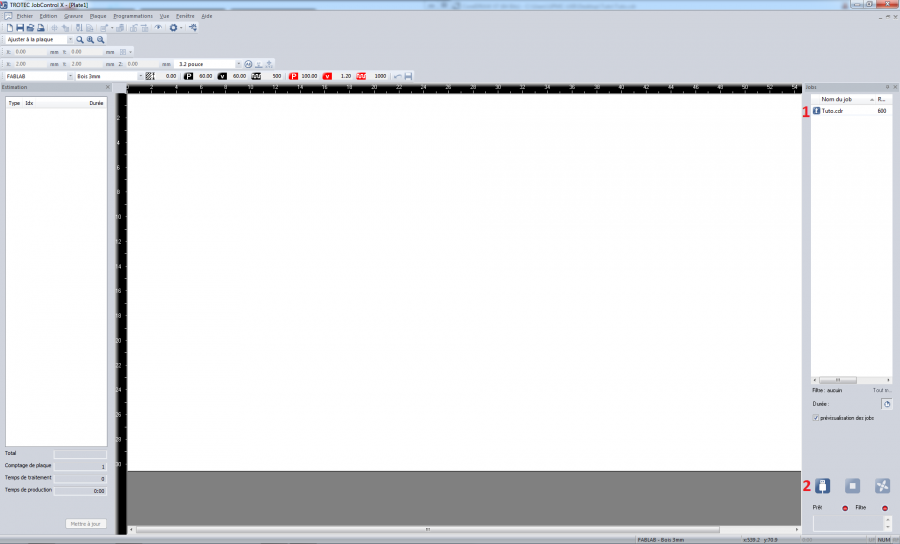
- Cliquez pour établir le lien entre l'ordinateur et le découpeuse laser (ATTENTION vous ne devez appuyer sur aucun des boutons de la découpeuse laser pendant l'initialisation). Le curseur représentant le laser apparaît alors dans la fenêtre principale.
- Glissez-déposez le nom de votre fichier (qui se trouve sur la droite) sur la fenêtre principale jusqu'à ce qu'il touche le curseur du laser.
- Cliquez sur le dessin pour le sélectionner.
Vous arrivez alors à cette étape :
- Temps de travail (rouge découpe, noir gravure).
- Mettre à jour le temps de travail.
- Repère du laser, sa position n'importe pas au moment de lancer la découpe.
- Votre pièce, vous pouvez la déplacer librement sur la zone de travail (sachez qu'elle sera découpée là où vous la placez dans le logiciel).
- Permet de pré-visualiser votre pièce (facilite le placement).
- Bouton pour lancer la découpe (Appelez impérativement un.e médiateur.ice / responsable avant d'appuyer).
Phase d'usinage
Pendant toute la durée de l'usinage, ne quittez **JAMAIS** la machine des yeux. Soyez particulièrement vigilant.e à l'émission de fumées inhabituelles et de flammes. Si des flammes apparaissent, prévenez immédiatement un.e médiateur.ice.
Pendant les phases de découpe, le rayon peut être à une forte puissance : préférez regarder si des flammes et de la fumée apparaissent un peu au dessus du tracé plutôt que de regarder le rayon directement.
Au moindre problème arrêtez immédiatement la machine en cliquant sur le “bouton stop” du logiciel JobControl.
Une fois la découpe/gravure finie, attendez que l'aspiration s’arrête avant de soulever le capot et de récupérer le fruit de votre travail.
Pour finir...
Faîtes en sorte qu'il ne reste plus rien sur la grille de la machine en enlevant tous les petits morceaux éventuels créés par la découpe.
Si vous ne souhaitez pas garder le reste de votre plaque (ou si elle vous a été gracieusement mis à disposition par le Fablab), rangez le dans l'emplacement des chutes, selon sa composition et son épaisseur.
Pour éviter le chaos nous vous demandons de ne ranger que les chutes où il reste une place raisonnable pour une future découpe (se reporter à l'échantillon "Chute mini" dans la salle de la laser ou vérifiez qu'il y a plus de 150x100mm de libre).
Il sera très très grandement apprécié que vous retaillez les restes de votre plaque sous forme de rectangle(s), afin de faciliter le stockage des chutes.
Vous pouvez aussi tracer un rectangle autour de votre découpe avant de la lancer (soit en le traçant dans Inkscape soit en cochant l'option Ligne de découpe dans la boîte de dialogue des préférences d'impression (cf capture d'écran de la section 'Préparation du Fichier' point 4)
Auteure: Clara Devanz, sur le wiki du FabLab de Sorbonne Université
Attribution-NonCommercial 4.0 International (CC BY-NC 4.0)
Linogravure et xylogravure
https://fabmanager.simplon.co/#!/projects/linogravure-a-la-laser
Fabriquer ses tampons grâce à la linogravure au laser
Résultat
Vidéo d'un flocage : https://seafile.unistra.fr/f/e625f0fdf45444a8be97/

Sources
Fichier SVG pour la gravure laser : https://seafile.unistra.fr/f/7aeccb6513a94425b963/?dl=1
Matériau
Le linoléum naturel est utilisé en linogravure. On trouve des plaques dans les magasins de beaux-arts (ex : https://www.geant-beaux-arts.fr/plaques-de-linogravure-dlw.html). C'est aussi un matériau utilisé comme revêtement de sol.
ATTENTION toutefois, certains utilisent abusivement le terme linoléum pour des revêtements de sol à base de PVC, matériau qu'il ne faut surtout pas utiliser pour la gravure laser en raison des gaz très toxiques libérés par le matériau lors de la gravure (dérivés de chlores).
Pour ma part, j'ai utilisé des échantillons d'un produit appelé Marmoléum de la marque Forbo (https://www.forbo.com/flooring/fr-fr/produits/linoleum-naturel-marmoleum/marmoleum-marbled-compact/b3z3fu#panel_100) qui proposait l'envoi d'échantillons gratuits.
Paramètres de gravure
Bois 3mm (Plywood)
Projet
Réaliser des semelles de tampons pour permettre aux participants d'imprimer eux-mêmes le logo de l'évènement (un week-end réunissant les scouts de tout le nord du Bas-Rhin) sur du tissu.
Le logo de l'évènement a été imaginé en anticipant la linogravure : les traits sont larges et il y a peu de détails. Mais les écritures, même assez petites sont quand même bien ressorties à l'impression.
En linogravure, on enlève la matière là où le tampon ne doit pas marquer. Avec la gravure laser, on utilise donc la couleur bleue pour graver les espaces qui ne seront pas imprimés par le tampon et on laisse en blanc les espaces qui seront imprimés.
À noter aussi qu'il faut concevoir son impression en miroir puisqu'il s'agit d'un tampon.
Plusieurs encres ont été testées sur papier et sur tissu. S'il est tout à fait possible d'imprimer avec un simple encreur classique pour tampon de bureau, le résultat n'est pas aussi bon qu'avec des encres spéciales pour linogravure disponibles en magasins de beaux-arts.
L'évènement a rassemblé 750 personnes qui pouvaient réaliser elles-mêmes leur impression sur tissu. On ignore combien d'impressions ont été réalisées avec les 10 tampons qui étaient disponibles sur le site, mais l'animation a plutôt bien fonctionné. A l'expérience, il s'avère qu'un nettoyage régulier à l'eau du tampon facilitait l'impression. L'encre utilisée était une encre pour papier, qui a le défaut de s'estomper au lavage. Des encres pour tissu existent, mais sont plus chères.
Projet xylogravure Médiathèque Haguenau
Dans le cadre de l'exposition sur l'histoire de l'imprimerie à Haguenau "Des hommes de caractères" ayant été présentée en hiver 2024, une collaboration a eu lieu entre le FabLab de l'IUT de Haguenau et la Médiathèque voisine pour la réalisation de linogravure.
Travail du fichier source
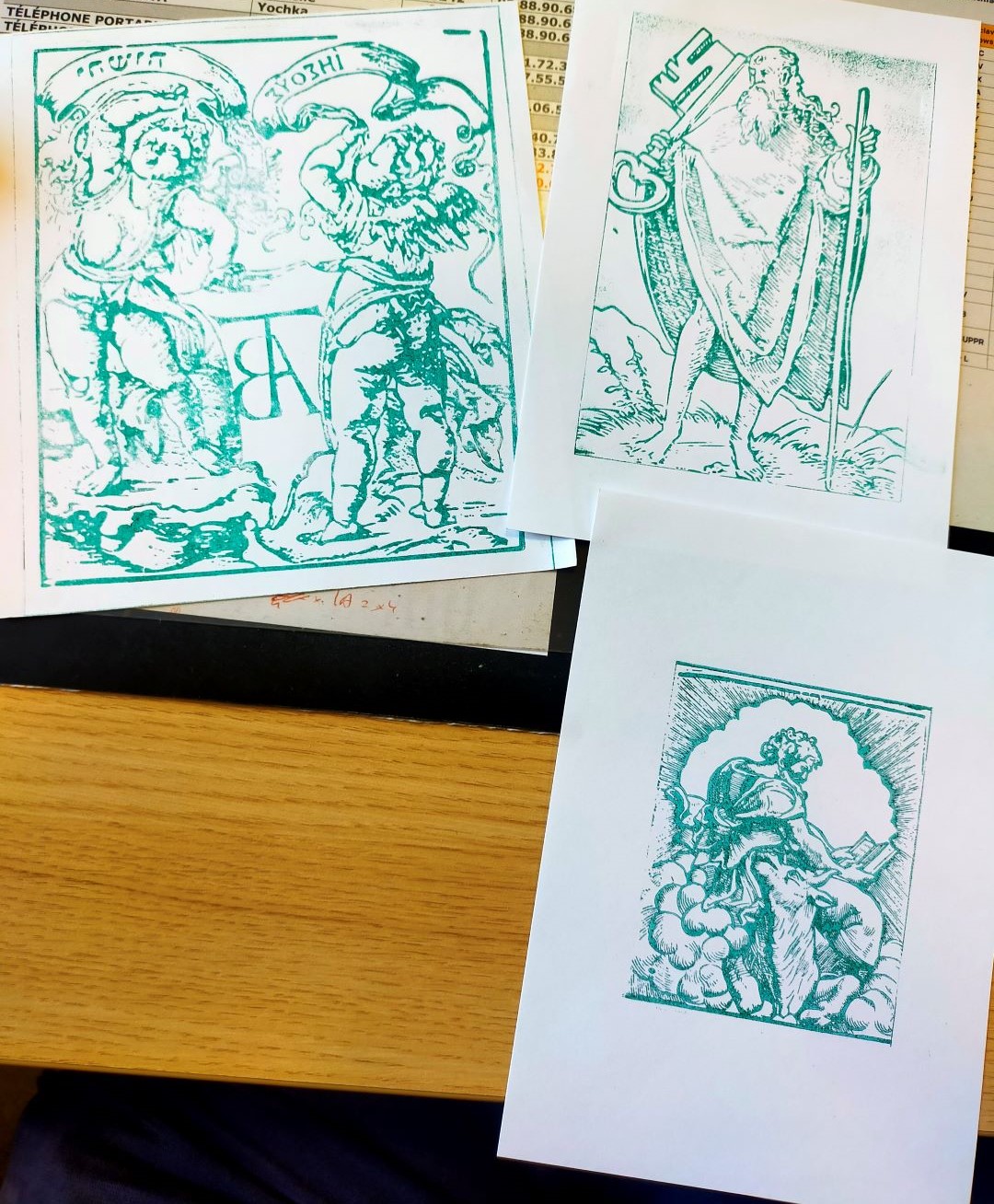
Après plusieurs test de logiciel, voici un aperçu des plateaux en négatif. Le noir sera la partie gravée, ce qui fait que les parties blanches seront en relief pour l'impression.

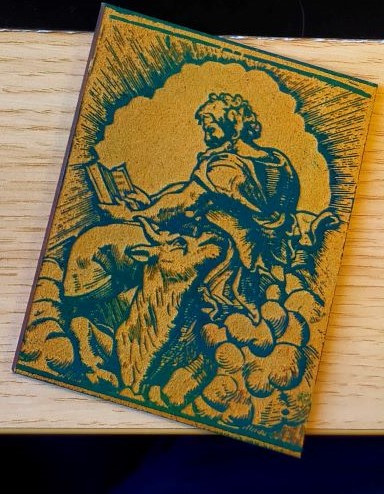
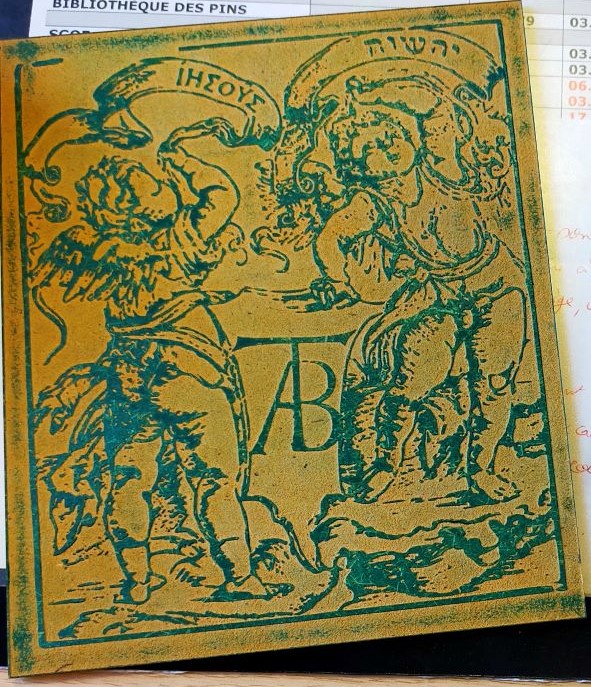
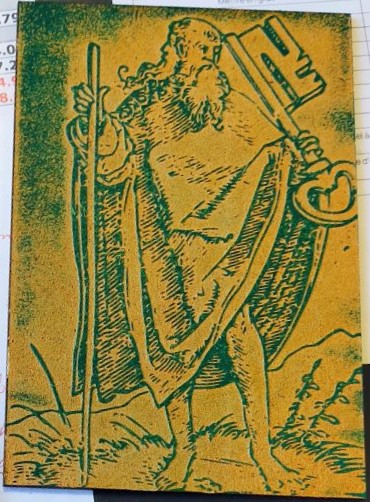
Impression suite à gravure laser
Des plateaux en bois MDF ont été gravés, puis les équipes de la médiathèque ont procédé à l'impression, dont voici le rendu :
Paramétrage d'un fichier pour la découpe laser avec Adobe Illustrator
Paramétrage de votre motif
Utilisez les paramètres suivants dans Adobe Illustrator® :
- La largeur du trait pour les lignes de coupe doit être de 0,001 mm
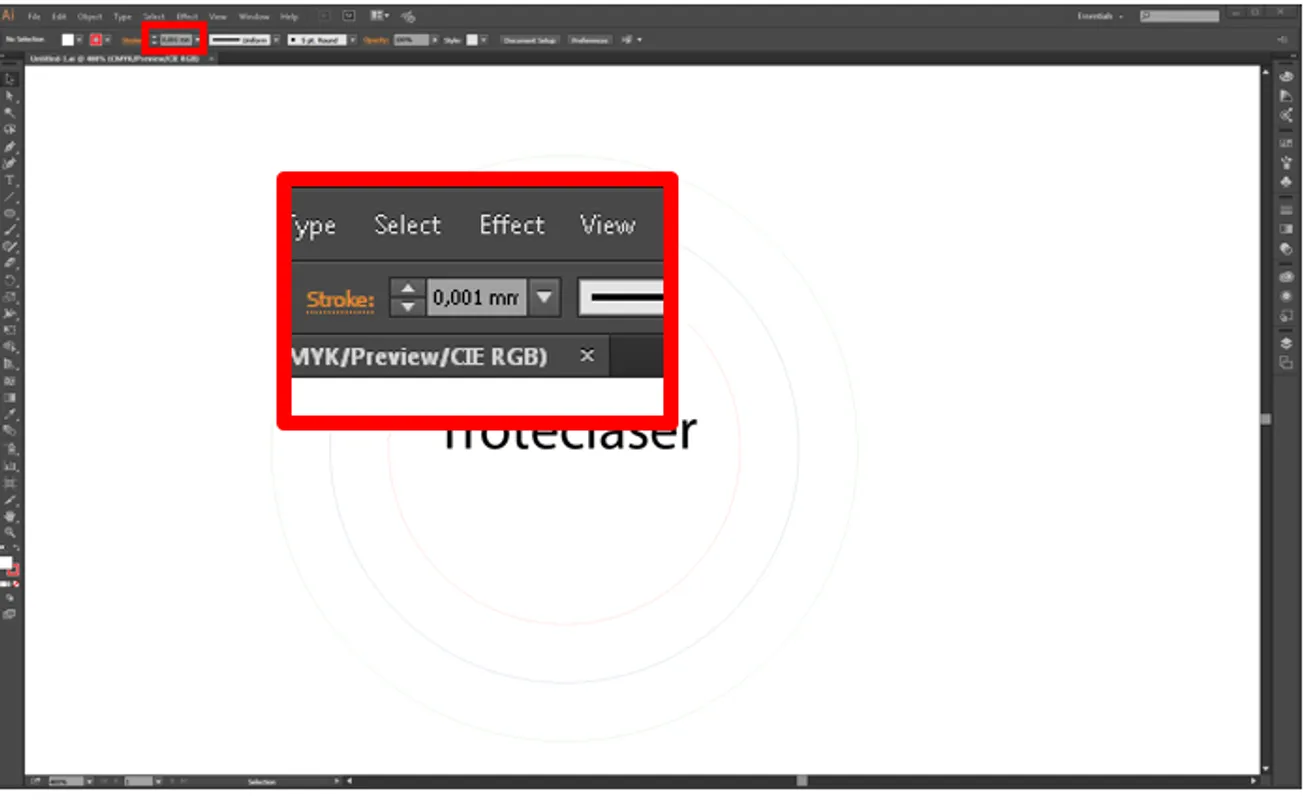
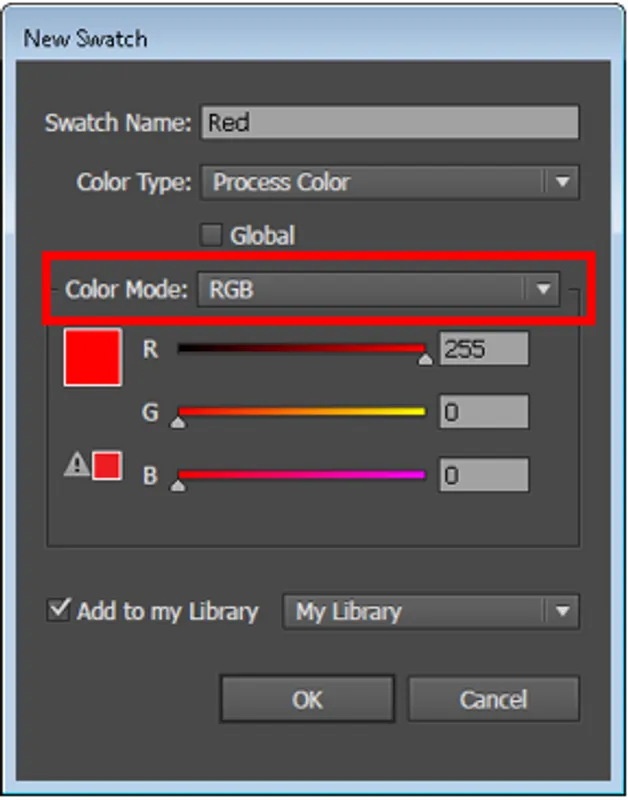
- Utilisez le jeu de couleurs RGB

Répartition des couleurs et de leurs fonctionnalité :
- Découpe : rouge RVB (255,0,0)
- Gravure : ( Attention, chaque couleur correspond à un niveau de gravure plus ou moins profond que vous pouvez paramétrer individuellement. Pour plus de simplicité, limiter vous à un seul niveau de gravure. Ensuite, si vous voulez allez plus loin, vous pourrez faire plusieurs niveau de gravure)
-
- Noir (Couleur de gravure par défaut) -> RVB (0,0,0)
- Bleu foncé -> RVB (0,0,255)
- Bleu grisé -> RVB (51,102,153)
- Bleu -> RVB (0,255,255)
- Vert -> RVB (0,255,0)
- Vert gazon -> RVB (0,153,51)
- Vert foncé -> RVB (0,0,0)
- etc... (Normalement vous n'aurez pas besoin d'autant de niveau de gravure, un ou deux suffisent)
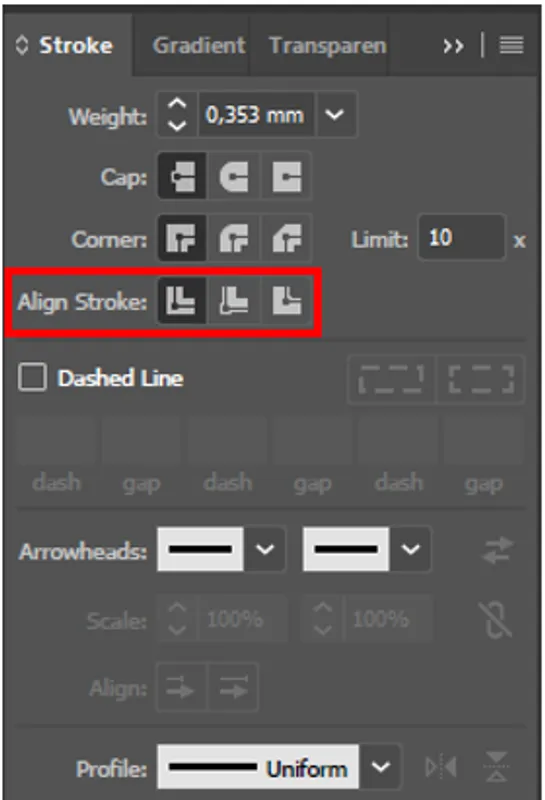
- Le trait doit être aligné au centre
- Les formes doivent être fermées
- Les textes doivent être vectorisé sinon il se peut qu'ils ne s'affichent pas lors de l'exportation sur Ruby
- Faites attention aux dimensions de votre motif. La surface maximale de découpe/gravure est de 600x300 mm. Adapter donc les dimensions en conséquence. NB : si vous n'êtes pas sûr de vous, réalisez des motifs plus petits avant de faire le motif final.
Exportation de votre fichier
Votre fichier dois-être exporté au format .SVG
Attention lors de l'importation de votre fichier sur Ruby à ce que rien n'ai changer. En effet, avec l'import/export il se peut que le fichier se soit légèrement modifié, couleurs, dimensions, etc.