Tutoriel complet – Imprimantes 3D Bambu Lab (A1 mini, A1, X1 Carbon)
Tutoriel complet – Imprimantes 3D Bambu Lab (A1 mini, A1, X1 Carbon)
1. Introduction à l’impression 3D FDM
Bambu-Studio :
L’impression 3D FDM (Fused Deposition Modeling) fonctionne par dépôt de filament fondu couche par couche. L’imprimante chauffe le filament, le fait passer à travers une buse (nozzle) et le dépose sur un plateau pour créer un objet 3D.
Ci-dessous2. sePrésentation trouvedes imprimantes du FabLab
3. Choisir son modèle 3D
Pour utiliser les imprimantes 3D, vous avez le choix de créer votre propre modèle ou bien de prendre des modèles déjà faits par d’autres utilisateurs sur internet
Créer son propre modèle 3D :
Utiliser des logiciels de CAO comme Onshape, Blender, Fusion 360 ou bien encore Solidworks.
Lien du tutoriel pour l’utilisation de Onshape :
Exportez votre modèle au format “.stl”.
Trouver un modèle 3D existant :
Il existe différents sites :
-
https://www.thingiverse.com/
-
https://www.printables.com/
Télécharger votre modèle au format ”.stl”
4. Paramétrage du modèle 3D avec Bambu Studio
Bambu Studio est le logiciel Bambu-Studio.utilisé C'estpour unpréparer logicielvos permettantimpressions 3D avant de passerles lancer sur les imprimantes du FabLab.
Il permet de convertir un modèle 3D (stl,.stl) obj) dansen un formatfichier reconnaissablecompréhensible par un l’imprimante 3D (Gcode)G-code).
Celui-ciGrâce à ce logiciel, vous pouvez choisir votre machine, ajuster la qualité d’impression, ajouter des supports, définir le type de filament et vérifier la durée ou le coût estimé de la pièce.
Bambu Studio est optimiséspécialement conçu pour les imprimantes Bambu Lab (A1 mini, A1, X1 Carbon) et permet un envoi direct vers les machines deconnectées chezau BambuLabréseau maisdu nous pouvons aussi ajouter d'autres imprimantes.FabLab.
Vous pouvez
1. l'explicationInstallation et l'introductionconfiguration
Lien cepour qu'esttélécharger unele logiciel :
Imprimante 3D en cliquant ici.https://bambulab.com/fr-fr/download/studio

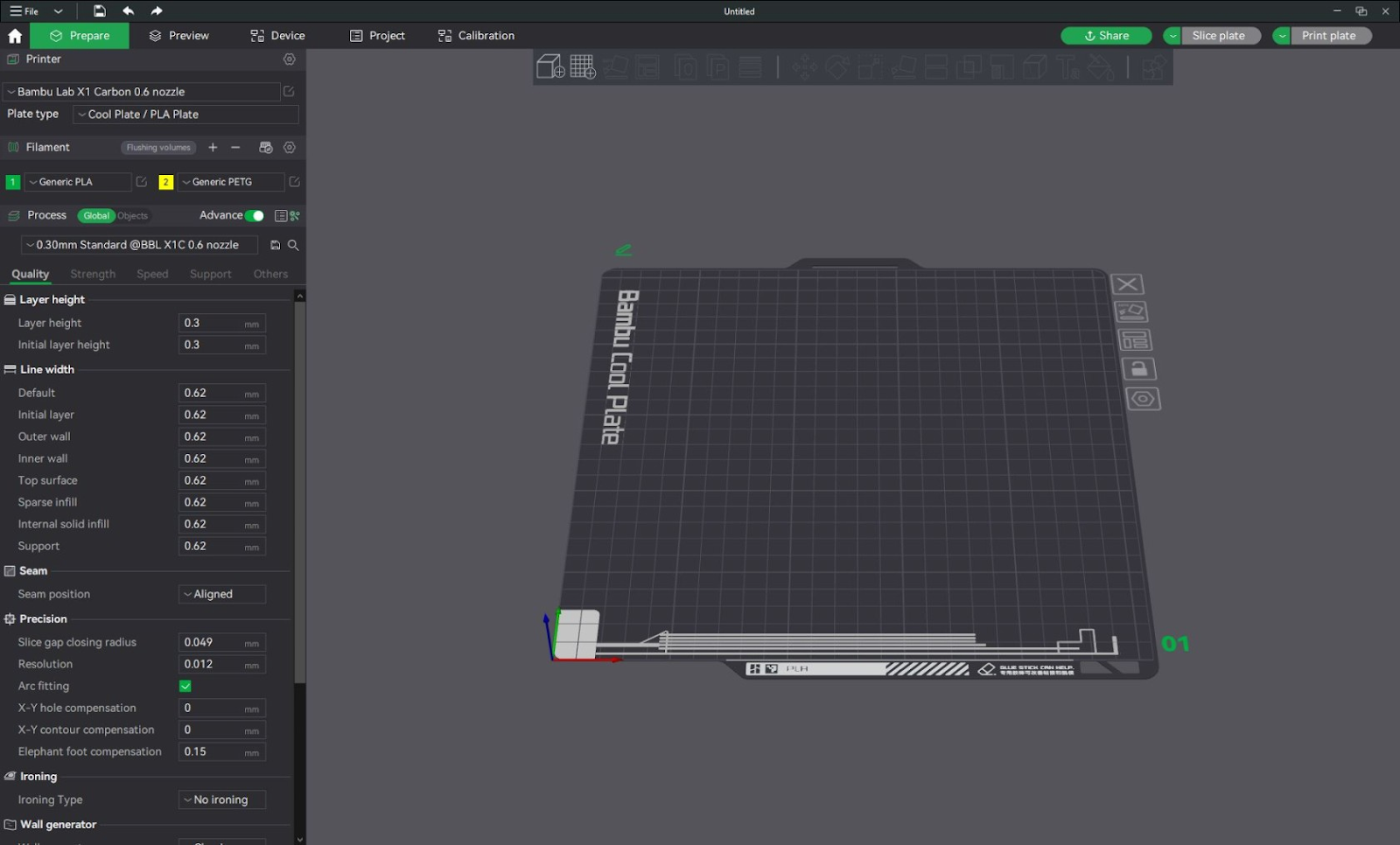
DécouvrirOuvrez le logiciel :
Sur la partie Gauche de notre logiciel, nous avons plusieurs menus.
VoiciConfiguration du logiciel (Nécessaire suite à quoil’installation ilsdu correspondentlogiciel) :
NB : Si le logiciel est déjà installé et configuré ou que vous utilisez l’ordinateur du Fablab, vous pouvez passer cette étape.
1) Permet
notre
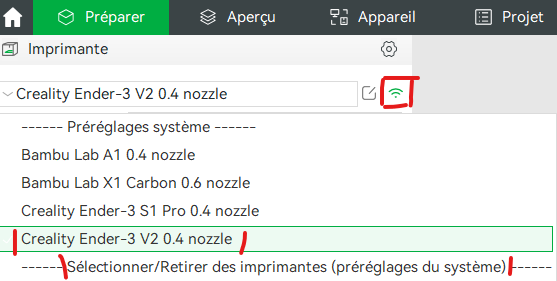
Sélectionner les sélectionnerimprimantes à tout moment, ce qui permet de changer rapidement et facilement de machine.
Nozzle signifie buse en anglais, la buse est la partie par laquelle le filament sort de votre imprimante 3D. Elle peut-être changée. Si vous indiquez la mauvaise valeur, cela peut entrainer un bouchage de la buse. Demander conseil au FabManager si vous avez un doute ou se référer aux indications du fournisseur si votre machine est neuve.
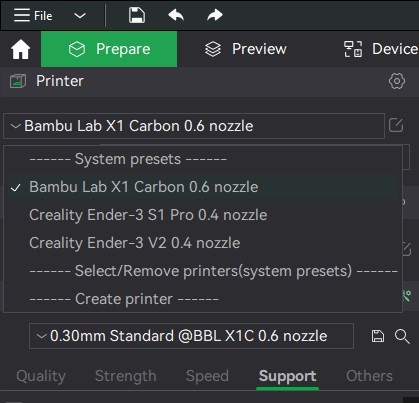
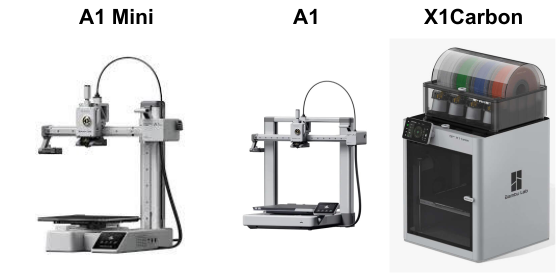
Nos machinesdisponibles au Fablab :
BambulabBambu Lab A1
0,4MininozzleBambulabBambu Lab A1
mini 0,4 nozzleBambulabBambu Lab X1 Carbon
0,4 nozzle
Allez
Cliquez "Select/Removesur printers“Confirmer” (system
pour
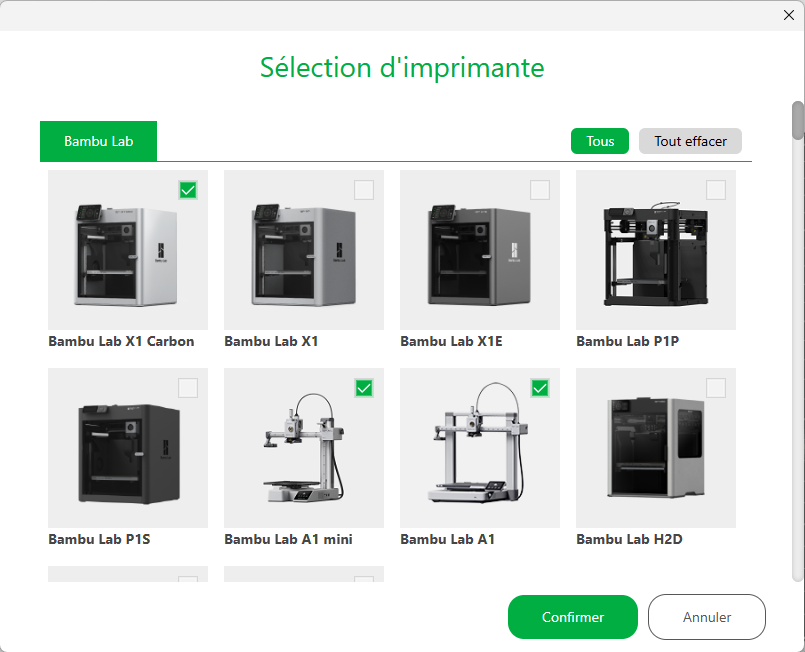
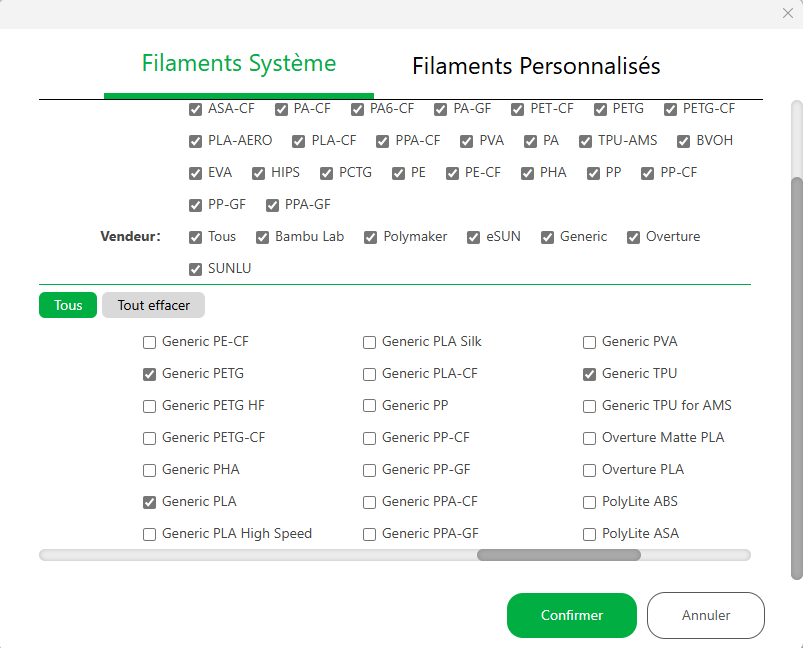
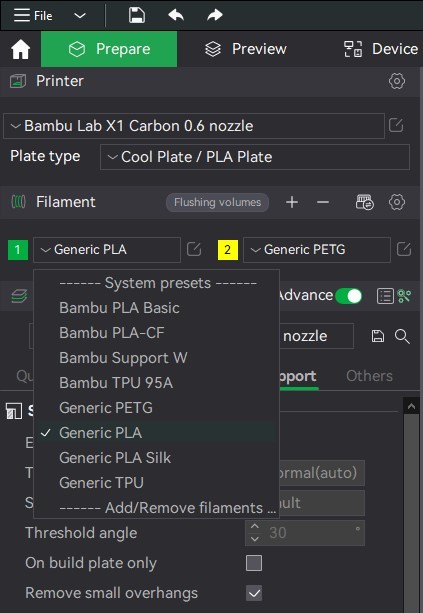
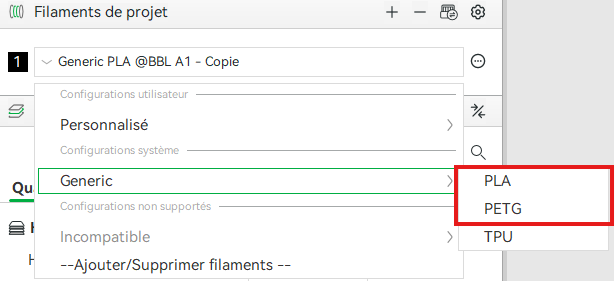
Sélectionner uneles imprimantedifférents si vous ne voyez pas cellefilaments que vous voulez.allez utiliser :
-
Generic PLA
-
Generic PETG
Cliquez sur “Confirmer”
Attention : pour l'exemple une imprimante "Bambulab X1 Carbone 0.6 nozzle" à été sélectionnée. Bien faire attention à sélectionner la bonne imprimante 3D dont nous avons parlé quelques lignes au dessus
2 Importer le modèle (.stl) en le glissant dans le logiciel depuis l’explorateur de fichier ou en allant dans Fichier > Importer > Importer des 3MF/STL/…
2)3. PermetSélectionner del’imprimante définirque vous voulez utiliser
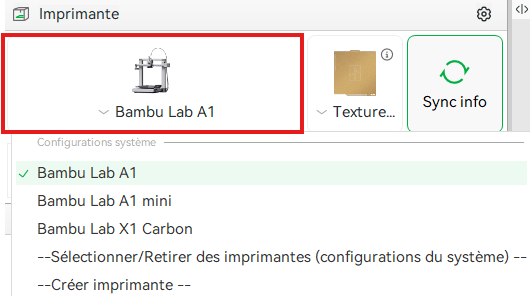
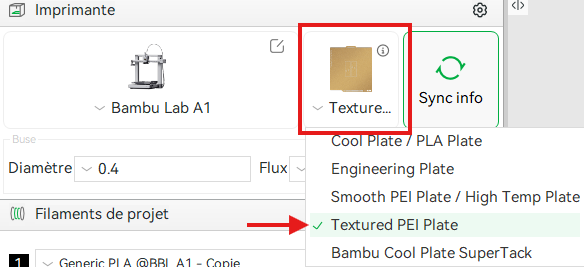
4. Choisir le type de plaque que l'onvous vasouhaitez utiliser. La plaque est le support sur lequel le filament va venir sePar déposerfaut pendantpour l'impression.
ExemplePLA deet typePETG devous plaque :
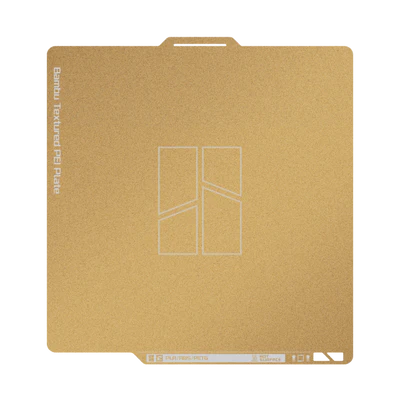
Chaque plaque est compatible avec certains types de filament. Tout les filaments compatible sont indiqués à l'avant deprendrez la plaque.
Vérifier les filaments compatible avec cette dernière.
Exemple :“Bambulab Textured PEI plate -> filament compatible : PLA/PETG/ABSPlate”.
3) Permet de sélectionner le type de filament que vous allez utiliser.
Certains matériaux sont recommandés pour certaines pièces et utilisations, vous pouvez retrouver un tableau récapitulatif des filaments les plus utilisés ci-dessous .
PLA : très beau rendu, très facile à imprimer, peu résistant à la température et à l'impactPET-G : rendu très brillant, relativement facile à imprimer, résistance à la température et performances mécaniques moyenneABS : rendu mat, difficile à imprimer, bonne résistance à la température, faible résistance à la flexion

Nous avons par la suite 5 autres menus :
En tant que débutant, nous allons nous limités dans la découverte de ses paramètres. Ceux que nous verrons seront amplement suffisant pour une utilisation régulière d'une imprimante 3D.
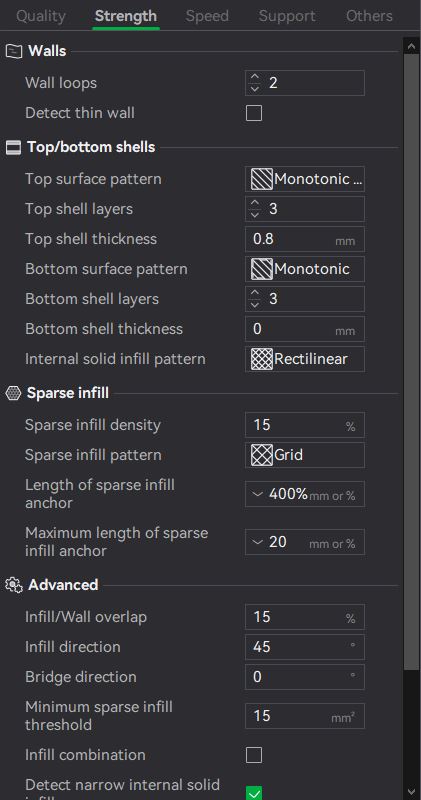
1) "Strength" permet de modifier la solidité de nos impressions. de par le biais de :
Sparse infill density vient définir le niveau de remplissage intérieur de notre pièce. Plus le pourcentage est grand (100%), plus la pièce sera résistance mais plus elle consommera de filament et sera plus longue à l'impression.
Plus le pourcentage est petit (0%), moins elle sera résistante mais consommera moins de filament et sera plus courte à l'impression.
En général entre 15 et 35%.
Sparse infill pattern définir le motif de remplissage. Les plus utilisés :
GridRectilinearGyroid
2) "Support" est le menu nous permettant d'ajouter des supports lorsqu'une pièce doit imprimer dans le vide.
Deux types de support existe :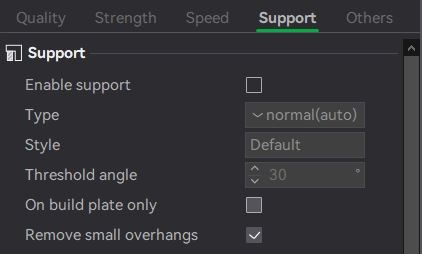
les supports normaux utilisés pour des surfaces linéaireles supports arborescent utilisés pour des surfaces plus courbés
Activé les en cochant la case "Enable support".
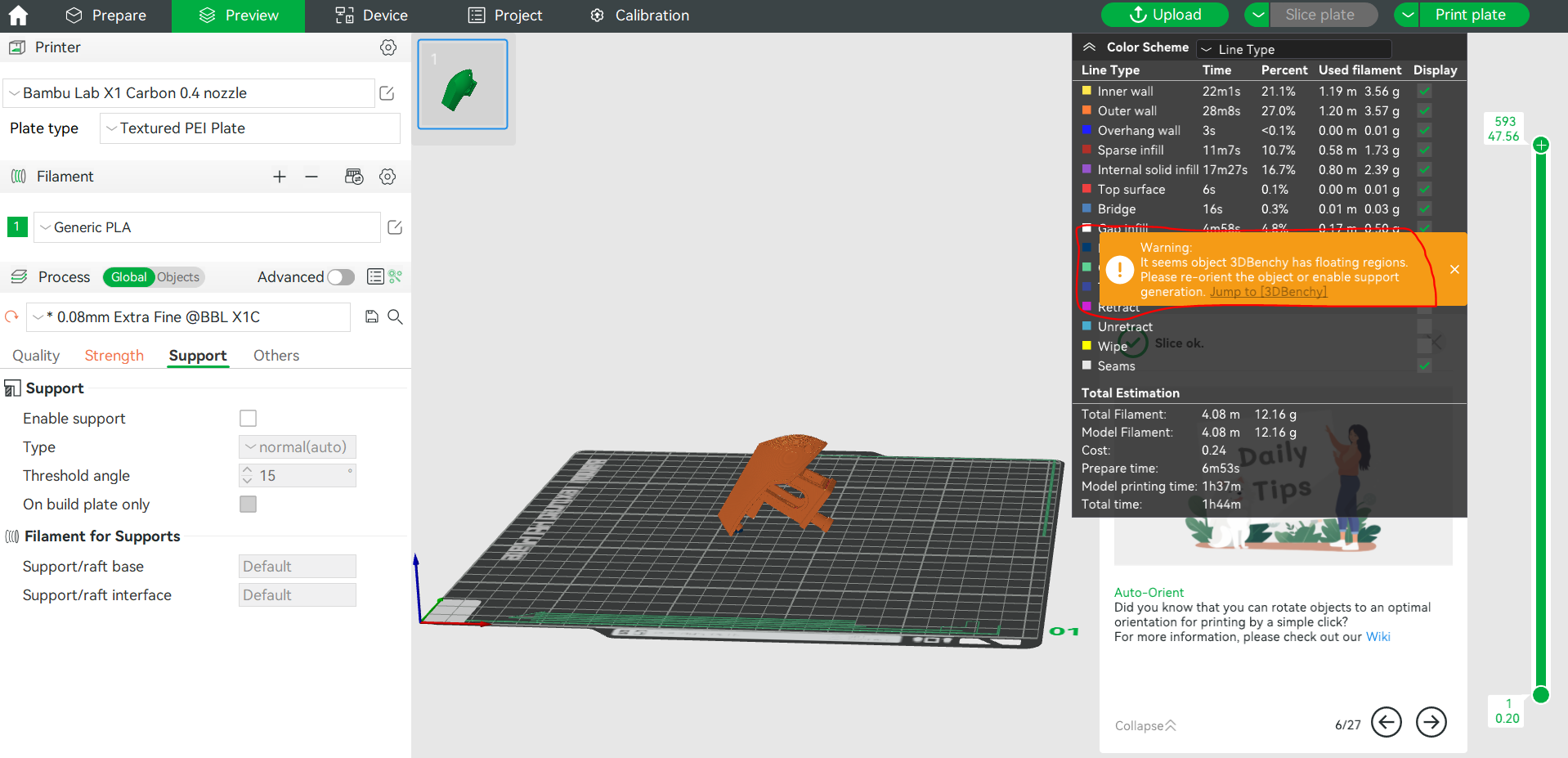
Pour savoir si vous devez les activés ou non. Un message en orange s'affiche lorsque que vous trancher le plateau (voir image ci dessous)
"Others" dans cette catégorie nous pouvons notamment d'améliorer l'adhérence de nos pièces au plateau.
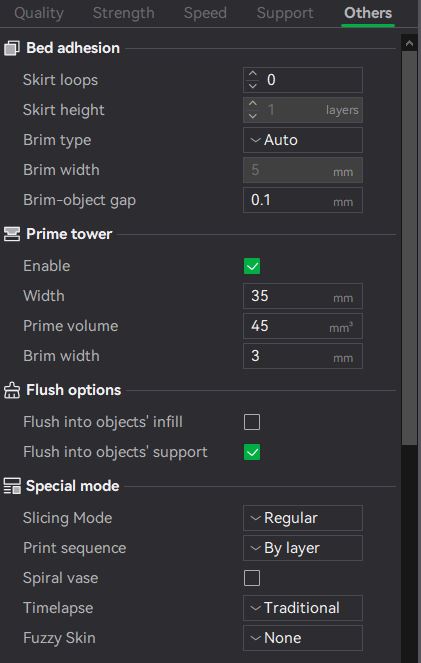
Si votre pièce se décolle du plateau ou qu'il y a une forte déformation du plastique pendant ou après l'impression. Réaliser les étapes ci-dessous
Utiliser le "Brim" qui est un contour nous permettant d'éviter certaine erreur d'impression tel que le "Warpping".
"Skirt"5. estPositionner unvotre contour qui ne touche pas notre pièce, elle va surtout nous permettre de vérifier si notre filament adhèremodèle sur le plateau.plateau
Skirt loops : 2
Skirt height : 1
Brim type : Outer and inner
Brim widht : 5 mm
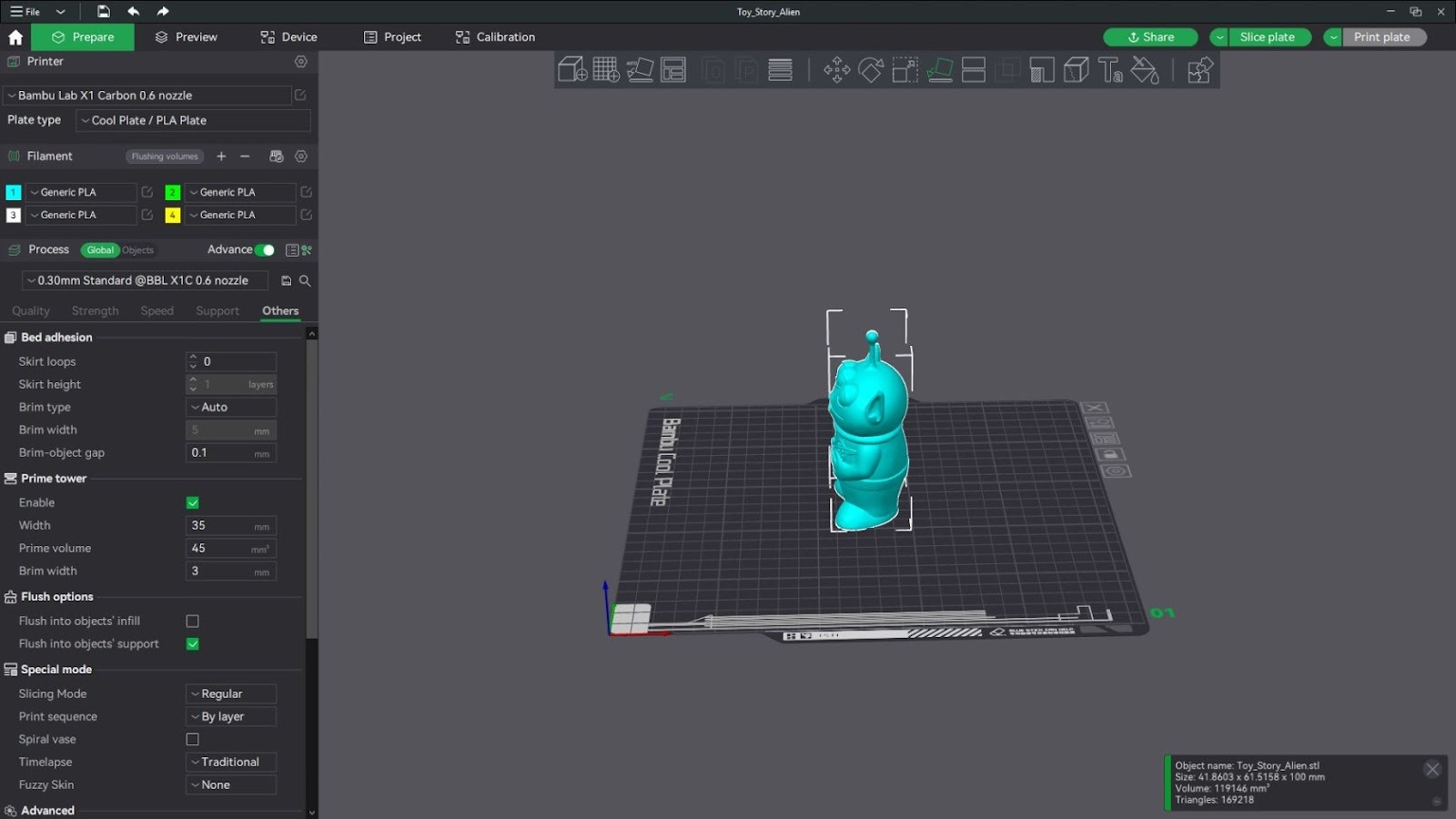
Placer une pièce :
Pour importer notre pièce, nous avons tout simplement à glisser-déposer notre pièce dans le logiciel
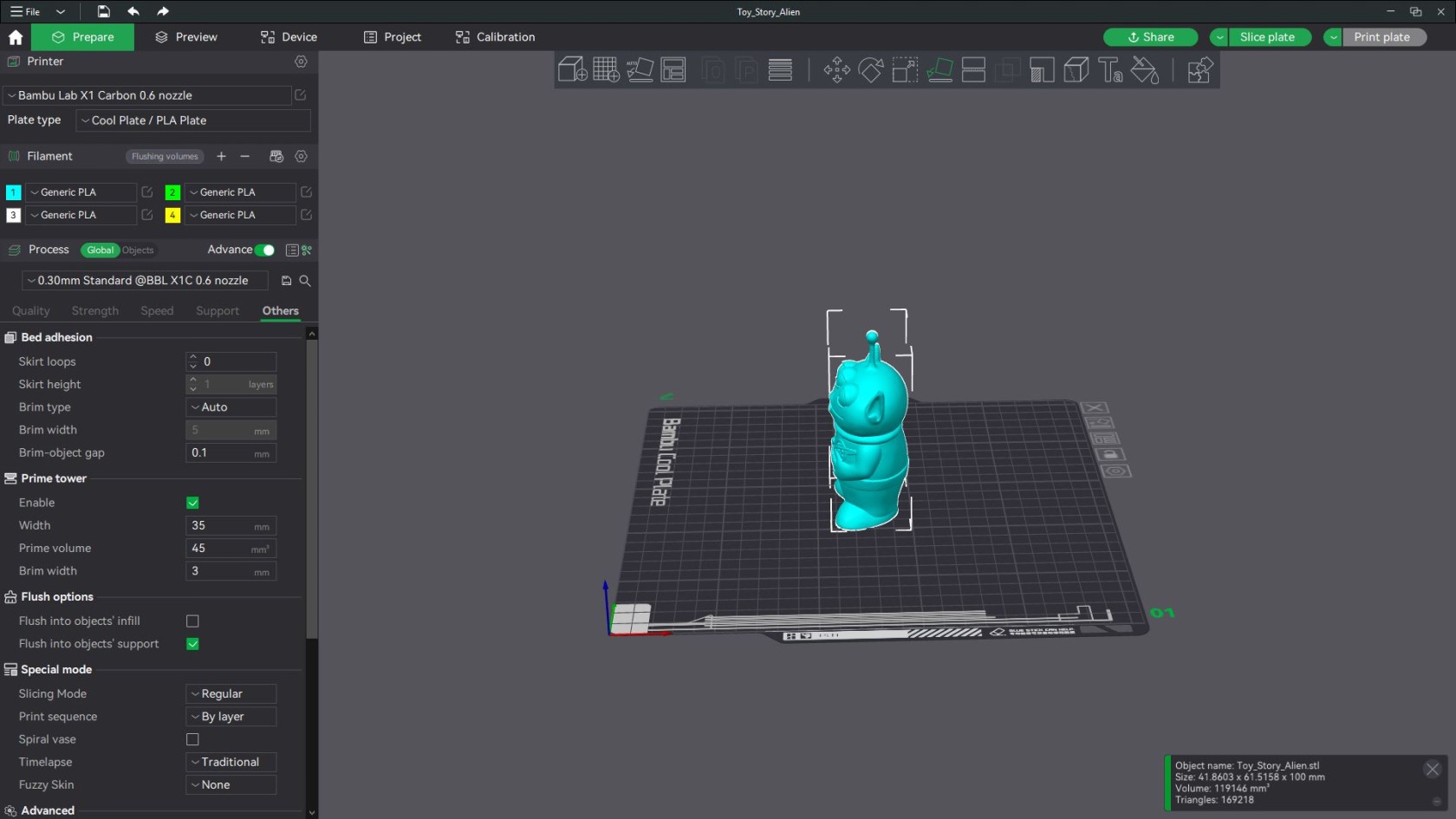
Nous avons plusieurs informations, tout d'abord enEn bas à droite nousil avonsy a plusieurs informations sur notre pièce tel que la taille en mm, le volume de notrevotre pièce ainsi que le nombre de triangletriangles que possède notrevotre modèle 3D.
Nous allons
Sur la dimension,partie l'orientationhaute etdu certainlogiciel détaillevous aurez des outils de notre impression.
Tout ces paramétrages ce: trouve

Voici à quoi ils correspondent![]() : Ajoute un nouveau plateau virtuel pour préparer plusieurs impressions en une seule session.
: Ajoute un nouveau plateau virtuel pour préparer plusieurs impressions en une seule session.
 : Oriente automatiquement la pièce pour optimiser l’adhérence au plateau et réduire les supports.
: Oriente automatiquement la pièce pour optimiser l’adhérence au plateau et réduire les supports.

![]() : Replace automatiquement toutes les pièces sur le plateau pour gagner de la place et éviter les chevauchements.
: Replace automatiquement toutes les pièces sur le plateau pour gagner de la place et éviter les chevauchements.
![]() : Permet
: Permet l'importationd’ajuster del’épaisseur nosdes couches selon les zones du modèle (plus fines pour les détails, plus épaisses pour les parties simples).
![]() Déplace la piè
Déplace la piècesce danssur les axes X, Y et Z pour changer sa position sur le logiciel.plateau.

![]() :
: PermetPivote d'ajouterle un plateau à notre logicielmodèle pour slicerl’orienter plusieurscomme vous le voulez
![]() : Redimensionne la pièce en
: Redimensionne la pièce en mêmepourcentage temps.ou en millimètres.

![]() :
: Permet d'orienter notre pièceAligne automatiquement une face du modèle contre le plateau, pour une meilleure stabilité.

![]() :
: PermetCouper d'arrangerle notremodèle en plusieurs parties (utile pour les grandes pièces à imprimer séparément).
![]() : Crée directement du texte en 3D sur le plateau.
: Crée directement du texte en 3D sur le plateau.
 : Sert à colorier des zones du modèle pour les imprimer avec plusieurs couleurs ou matériaux (jusqu’à 4 avec AMS).
: Sert à colorier des zones du modèle pour les imprimer avec plusieurs couleurs ou matériaux (jusqu’à 4 avec AMS).
6. Sélectionner le filament utilisé.
Comment choisir son filament ?
PLA (Acide Polylactique)
Le PLA est le filament le plus courant et le plus simple à imprimer. D’origine biodégradable (à base d’amidon de maïs ou de canne à sucre), il offre une excellente qualité visuelle et une grande précision dimensionnelle.
Température d’extrusion : 190 à 230 °C
Température du plateau : 20 à 60 °C
Température de ramollissement : ~60 °C
NB : Ce sont des températures moyennes, il faut bien se référer à la notice du fabricant
Avantages :
-
Facile à imprimer, peu de warping (décollement)
-
Compatible avec presque toutes les imprimantes
-
Surface lisse et brillante
-
Biodégradable et peu odorant
-
Convient bien pour le prototypage, la décoration et les pièces esthétiques
Inconvénients :
-
Fragile et cassant (faible résistance mécanique et thermique)
-
Déformation possible au-delà de 60 °C
-
Moins adapté aux pièces fonctionnelles
Applications
Objets décoratifs, prototypes, figurines, pièces visuelles non soumises à contrainte, etc.
PETG (Polyéthylène Téréphtalate Glycol)
Le PETG est un filament hybride combinant la facilité d’impression du PLA avec la résistance mécanique de l’ABS. Il est légèrement flexible, résistant à l’humidité et offre une excellente durabilité.
Température d’extrusion : 220 à 250 °C
Température du plateau automatique: quand60 à 80 °C
Température de ramollissement : ~80 °C
NB : Ce sont des températures moyennes, il faut bien se référer à la notice du fabricant
Avantages
-
Bonne résistance mécanique et chimique
-
Peu de warping et bonne adhérence intercouche
-
Surface brillante et possibilité de transparence
-
Bon compromis entre solidité et facilité d’impression
-
Légèrement flexible, donc moins cassant que le PLA
Inconvénients
-
Tendance au stringing (formation de fils entre les pièces)
-
Adhérence parfois excessive au plateau
Applications
Pièces techniques, contenants, supports, objets fonctionnels soumis à des efforts modérés, etc.
ABS (Acrylonitrile Butadiène Styrène)
L’ABS est un filament technique solide, résistant à la chaleur et adapté aux pièces fonctionnelles. Il demande cependant une bonne maîtrise de l’impression et un environnement ventilé.
Température d’extrusion : 230 à 270 °C
Température du plateau : 90 à 110 °C
Température de ramollissement : ~100 °C
NB : Ce sont des températures moyennes, il faut bien se référer à la notice du fabricant
Avantages
-
Excellente résistance mécanique et thermique
-
Bonne résistance aux chocs
-
Peut être poncé, percé ou collé facilement
-
Soluble dans l’acétone pour lissage ou assemblage
-
Idéal pour les prototypes fonctionnels
Inconvénients
-
Fort warping et retrait à l’impression
-
Dégage des COV (impression en enceinte fermée recommandée)
-
Plus difficile à imprimer que le PLA ou PETG
Applications
Pièces mécaniques, boîtiers, prototypes techniques, maquettes industrielles, éléments de structure.
TPU (Thermoplastique Polyuréthane)
Le TPU est un filament flexible et résistant, idéal pour les pièces souples ou amortissantes. Il se distingue par son élasticité et sa bonne résistance à l’usure.
Température d’extrusion : 210 à 240 °C
Température du plateau : 20 à 60 °C
Température de ramollissement : ~70 °C
NB : Ce sont des températures moyennes, il faut bien se référer à la notice du fabricant
Avantages
-
Très flexible et élastique
-
Excellente résistance à l’abrasion et aux chocs
-
Bonne adhérence intercouche
-
Résistance chimique et peu odorant
Inconvénients
-
Impression lente (risque de bouchage dans les extrudeurs)
-
Détails fins difficiles à obtenir
-
Nécessite un bon réglage du flux et de la vitesse d’impression
Applications
Joints, semelles, poignées, coques amortissantes, pièces antivibrations, accessoires souples.
ASA (Acrylonitrile Styrène Acrylate)
L’ASA est un filament proche de l’ABS mais plus résistant aux UV et aux intempéries. Il est idéal pour les pièces destinées à un usage extérieur.
Température d’extrusion : 240 à 260 °C
Température du plateau : 90 à 110 °C
Température de ramollissement : ~100 °C
NB : Ce sont des températures moyennes, il faut bien se référer à la notice du fabricant
Avantages
-
Excellente résistance aux UV et aux intempéries
-
Bonne stabilité dimensionnelle
-
Résistance mécanique proche de l’ABS
-
Finition mate et homogène
Inconvénients
-
Warping possible sans enceinte chauffée
-
Odeur légère à l’impression
-
Prix supérieur au PLA ou PETG
Applications
Pièces extérieures, signalétique, pièces automobiles, composants techniques exposés à la chaleur ou au soleil.
Attention : au Fablab nous avonsutilisons plusieursprincipalement piècedu PLA et du PETG, pour une utilisation de tout autre filament, merci de contacter un responsable.

7. Editer les réglages du filament : Permet
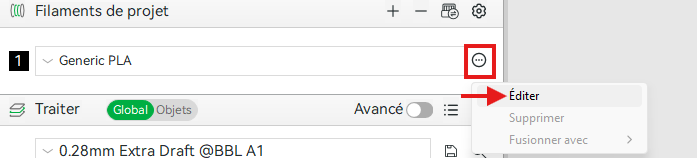

PermetToutes les températures d’utilisation sont indiquées sur la bobine du filament.
7. A. Dans “Rang de déplacerT°C votrerecommandé“, pièceindiquez les valeurs inscrites sur toutla lesbobine axesdans “Print temp” ou “PT”

Exemple : Permet

Print temp : 200-230°C donc dans “Rang de faireT°C recommandé“ :
-
Minimum : 200
-
Maximum : 230
7. B. Dans “Buse” , indiquer une rotationvaleur comprise dans la plage de valeur indiquée dans “Rang de T°C recommandé”.
Exemple : Une valeur entre 200 et 230 pour une température ambiante moyenne -> 215
7. C. Dans “Textured PEI Plate” (Plateau de l’imprimante 3D pour du PLA, PETG et ABS), indiquez la valeur maximum inscrite sur la bobine dans “Bed temp” ou “BT”.
Exemple :
“Bed temp : 40-60°C” -> Je choisi donc une température de 60 °C
7. D. Sauvegarder vos modifications de réglages en cliquant sur la disquette en haut à droite
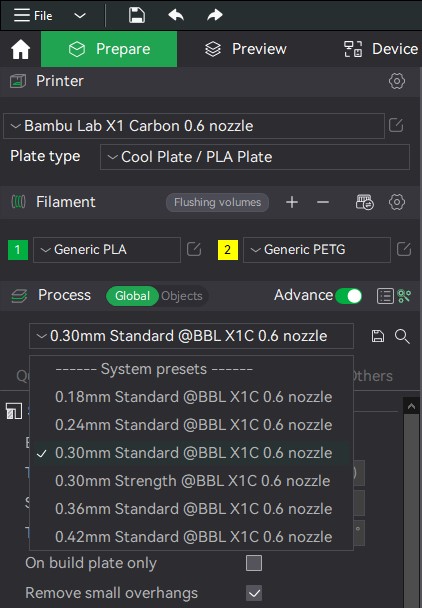
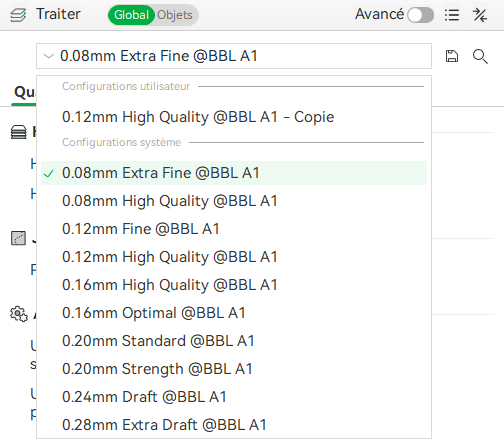
8. Régler la qualité d’impression
Sélectionner l’épaisseur des couches de votre piècece.
NB : Plus l’épaisseur est élevée, moins cela prendra de temps mais plus l’on verra les différentes épaisseurs entre chaque couche. Et inversement, moins l’épaisseur est élevée, moins l’on verra les épaisseurs de couche mais plus cela prendra de temps à imprimer. Prendre du 0,20mm pour un bon compromis.
Choisissez bien vos paramètres en fonction de votre projet

9. : Permet de sélectionner la face qui sera surParamétrer le plateau
 : Permet de couper votre pièce en 2 ou plus.
: Permet de couper votre pièce en 2 ou plus.
 : Permet de colorier la où vous désirez créer des supports
: Permet de colorier la où vous désirez créer des supports
 : Permet de colorier la où vous désirez la couture
: Permet de colorier la où vous désirez la couture

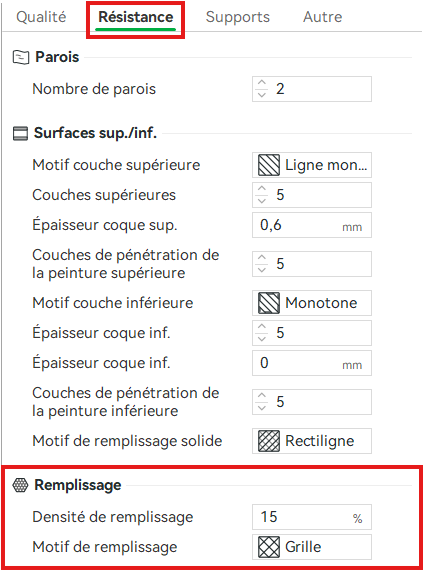
:dans Permetl’onglet “Résistance” et descendre tout en bas de créerl'onglet undans lettre en 3D“Remplissage”
 : Permet de colorier votre pièce dans différentes couleurs (4 maximum) pour créer un changement de bobine
: Permet de colorier votre pièce dans différentes couleurs (4 maximum) pour créer un changement de bobine
 : Permet un assemblage des différentes bobines.
: Permet un assemblage des différentes bobines.
Slicer une pièce :
Une fois nos paramètres sélectionnés, cliquer sur la flèche à côté de "Slice Plate".

Sélectionner "Slice all" et cliquer dessus.
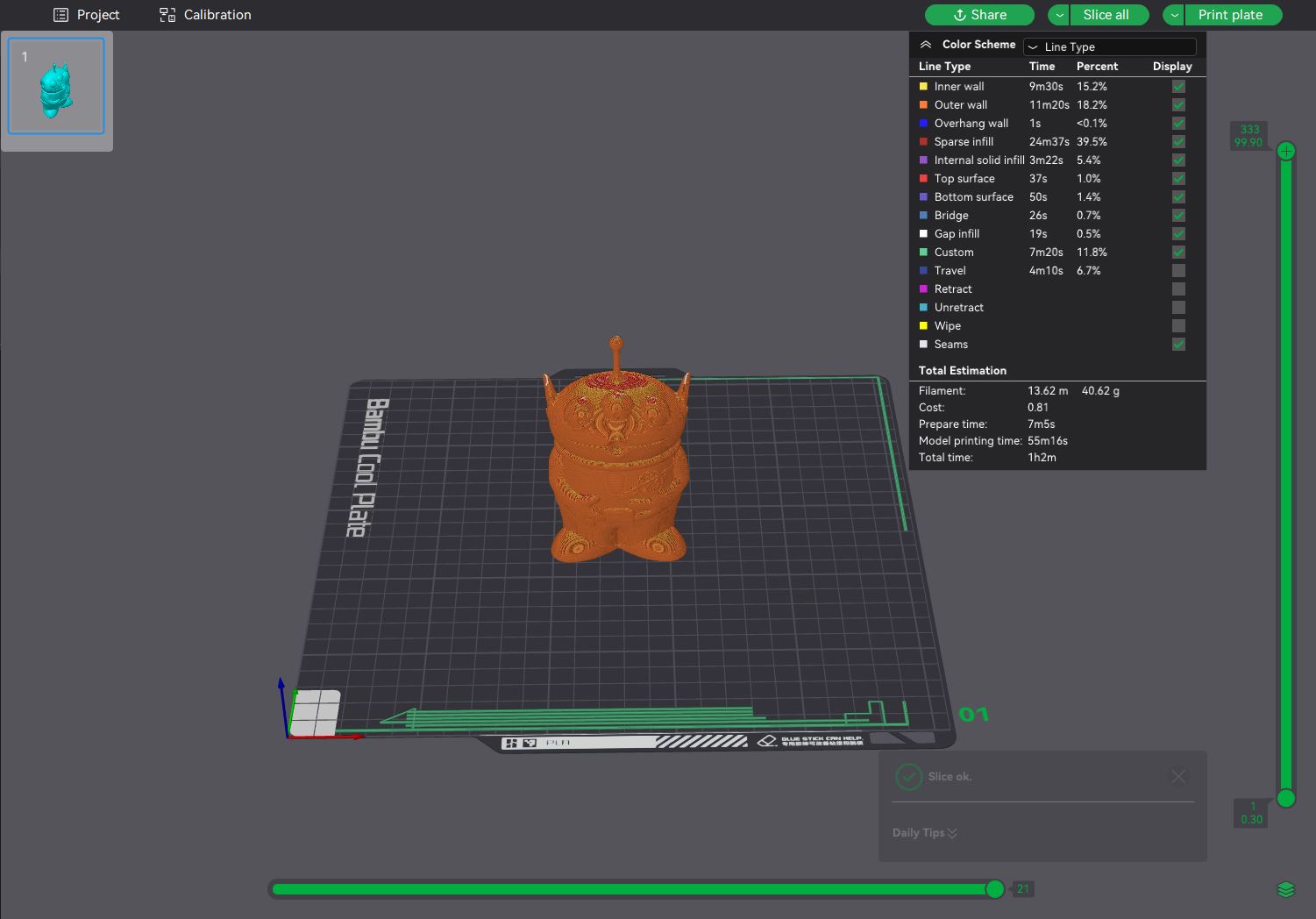
Vous arrivez sur la prévisualisation de notre impression.
Sur la partie tout à droite nous avons une barre verte, elle correspond à chaque coucheDensité de notreremplissage pièce.
De
Surle pourcentage est grand, plus la partiepièce bassesera nousrésistante retrouvonsmais uneplus deuxièmeelle barre verte.
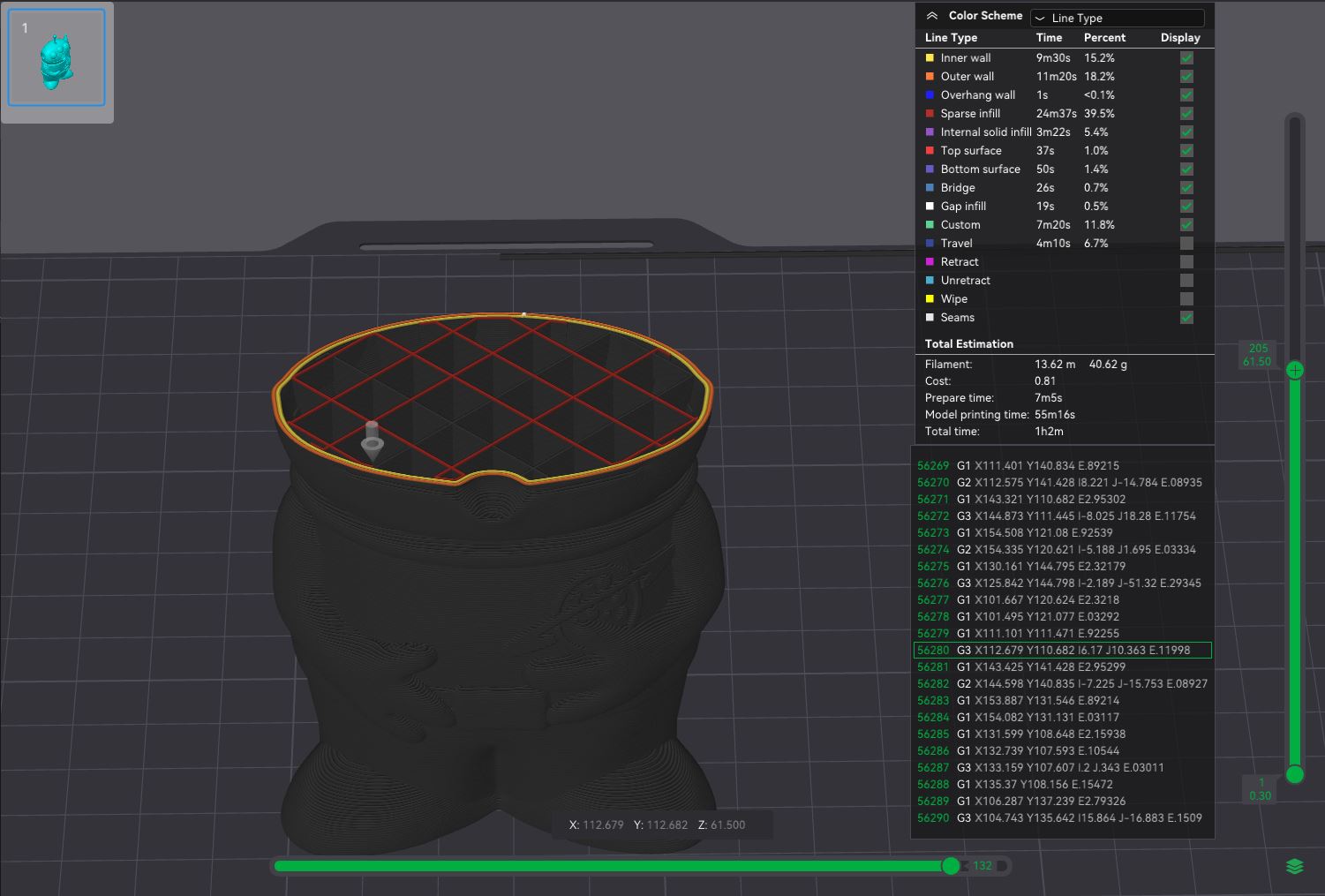
Elle correspond à une simulation de l'impression d'une couche. Un encadrée s'affiche et nous indique chaque point que notre imprimante lira pour créer notre modèle.
Notre logiciel nous indique aussi la durée, le poids nécessaire pour chaque partie de notre impression.
Nous avons un détail de chaque durée, chaque grammeconsomme de filament et sera plus longue à l'impression.
NB : En moyenne entre 15% et 30% selon la résistance souhaitée. En cas de doute, veuillez vous référer à un pourcentageresponsable.
Motif de remplissage : définit le schéma intérieur de la pièce que celala prendmachine surva notreréaliser pour remplir l’intérieur de la pièce imprimée en 3D, influençant à la fois sa solidité, son poids et son temps d’impression.
Voici un tableau récapitulatif pour vous aider à choisir le motif à utiliser en fonction de votre projet (liste non exhaustive) :
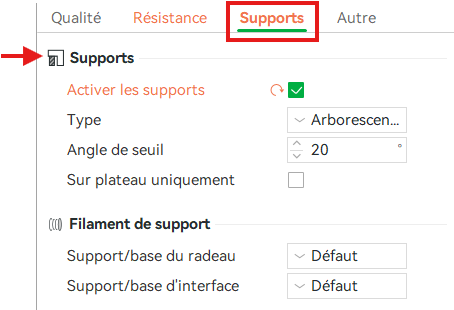
10. Paramétrer les supports de la pièce
Les supports servent à soutenir les parties d’une pièce imprimée dans le vide, afin d’éviter qu’elles ne s’affaissent pendant l’impression.
Allez dans l’onglet “Support” puis dans la catégorie “Support”
Nous
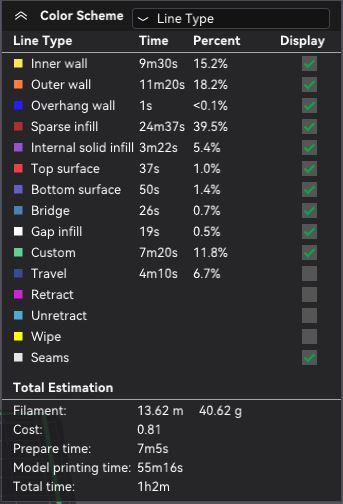
La partie qui nous intéresse le plus se situe en bas dans "Total Estimation".
Notre impression aura donc besoin de 40.62g de filament, elle durera 1h2min.
Nous avons aussi une estimation de coût de notre impression (selon le filament que l'on utilise ainsi que s'ils ont été paramétré). Ici, notre impression nous aura coûté 81 centimes à produire.
Lancer une impression :
Avant de lancer votre impression, vérifier qu'il y ai bienchoisir le type de support souhaité. Choisir entre “Classiques ( auto )” ou “Arborescents ( auto )”
NB : On utilise les supports normaux pour les surfaces planes ou linéaires, et les supports arborescents pour les formes avec des courbes ou complexes, car ils se retirent plus facilement et consomment moins de matière.
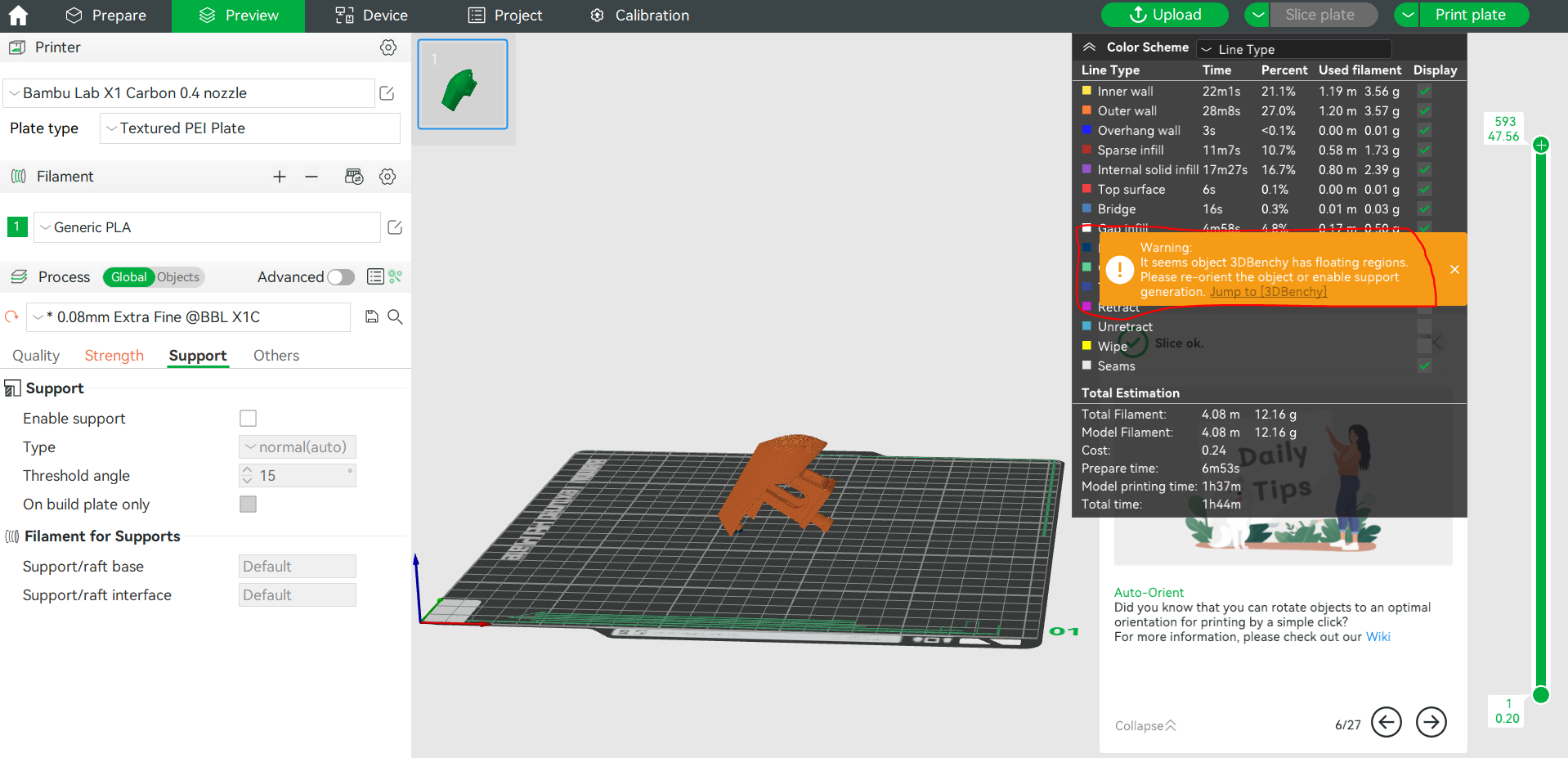
Comment savoir s’il faut activer ou non les supports ?
Laissez les supports désactivés et cliquez sur "Trancher plateau". Un message d’erreur en orange s'affiche (voir image ci dessous). Vous pourrez soit réorienter la pièce en utilisant l’outil “Orientation automatique” et réessayer, soit activer les supports si il n’y a pas d’autres solutions.
11. Trancher la pièce (Slice)
Cliquez sur le bouton “Trancher le plateau” : ![]()
12. Analyser le temps, le poids et le coût estimé avant l’envoi
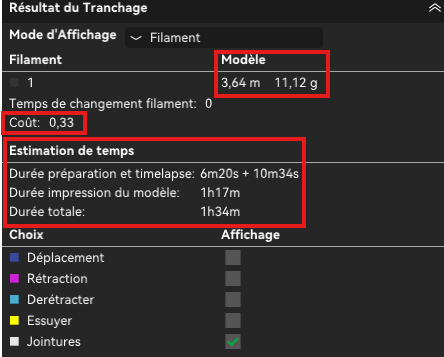
Modèle : Indique la quantité de filament consommé.
NB : La longueur d’une bobine de 1 kg dépend du diamètre du filament et de sa densité (le matériau). Voici les valeurs moyennes les plus courantes :
Coût : Indique le coût en filament du modèle
Estimation de temps : Indique le temps que vousprendra souhaitezle modèle à s’imprimer
13. Transfert du fichier vers l’imprimante
• Depuis chez soi : exporter le fichier G-code sur une clé USB et aller sur l’ordinateur du Fablab.
• Depuis le FabLab : laisser le logiciel pour le moment et continuer le tutoriel
5. Changer de filament
Pour les Bambu Lab A1 et A1 mini
1. Aller dans votre imprimante.
Si ce n'est pas le cas,menu changer de filament.
Comment faire cela ?
Pour la Bambulab A1 :
- AllezFilament sur l'l’écran de votrela imprimante 3Dmachine.
-2. CliquezSélectionner surDécharger "Filament"(Unload) et attendre que la buse chauffe.
- Cliquez sur "Décharger"
-3. Suivez les étapes indiquées sur votre l’écran (Attendre quede la busemachine chauffe,et retirerretirez le filament manuellement lequand filament,c’est mettredemandé.
4. manuellementInsérer le nouveau filament (que vous avez choisi de prendre lors du paramétrage de votre pièce) jusqu’à arriver en buté.
5. Cliquez sur Charger et pousser le filament quand c’est indiqué à l’écran
NB : Pour le type de l'ancienfilament, choisir “Generic” pour la marque puis le type de filament s'effectue,utilisé etc.(PLA, PETG, etc…)
Pour la Bambulab X1 Carbon :
-1. Allez dans le menu “Filament” sur l'l’écran de votrela imprimante.
- Allez sur le (deuxième onglet du menu latéral gauche (voirpuis logo
vert sur la photographie ci-contre.
- Allez dans l'onglet "Filament" du menu horizontale maintenant.horizontale)
-
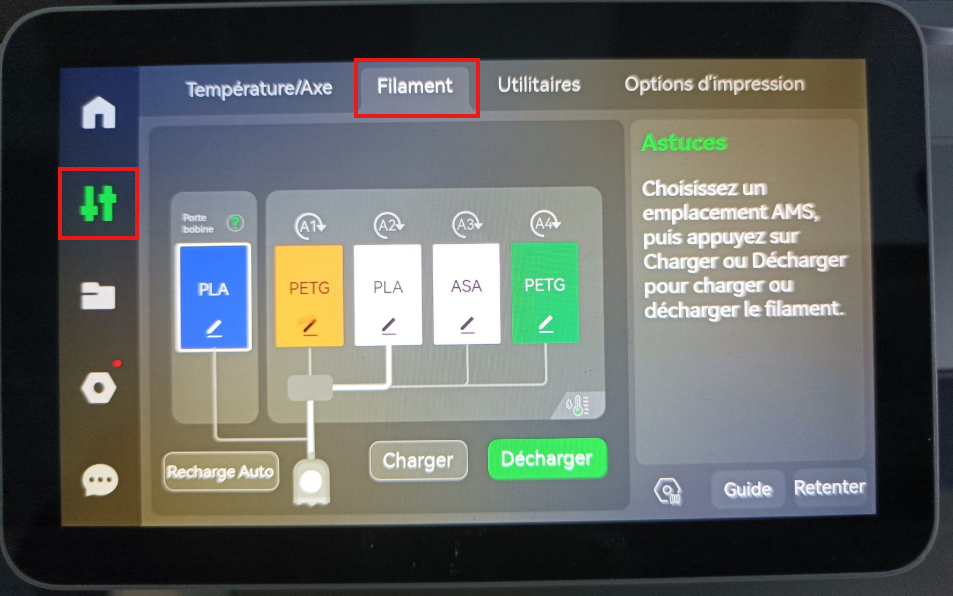
2. Sélectionner la bobine que vous souhaitez changer et cliquez sur "Décharger" en bas à droite. Si la bobine est déjà déchargée, il suffit de la retirer manuellement de l’appareil.
La bobine se décharge automatique.
Insérer3. votreSuivez nouvelleles bobineétapes en vérifiant qu'elle correspond bien à vos besoin et appuyerindiquées sur lel’écran bouton "Charger". La bobine se charge automatiquement.
A présent, indiquer àde la machine et retirez le filament manuellement quand c’est demandé.
4. Insérer le nouveau filament (que vous venezavez choisi de changerprendre lors du paramétrage de bobine.votre Cliquezpièce). Le filament sera inséré automatiquement par l’AMS)
5. Dans le menu filament, cliquez sur l'iconeicône représentant: ![]() , puis indiquez, la marque, le type et la couleur du filament choisi.
, puis indiquez, la marque, le type et la couleur du filament choisi.
un trait
NB d'un: crayonPour enla plein milieu des cases juste en dessousmarque de l'indicationfilament, duchoisir “Generic” puis le type de filament deutilisé (PLA, PETG, etc…). Pour la couleur, il vous suffit de regarder votre bobine.
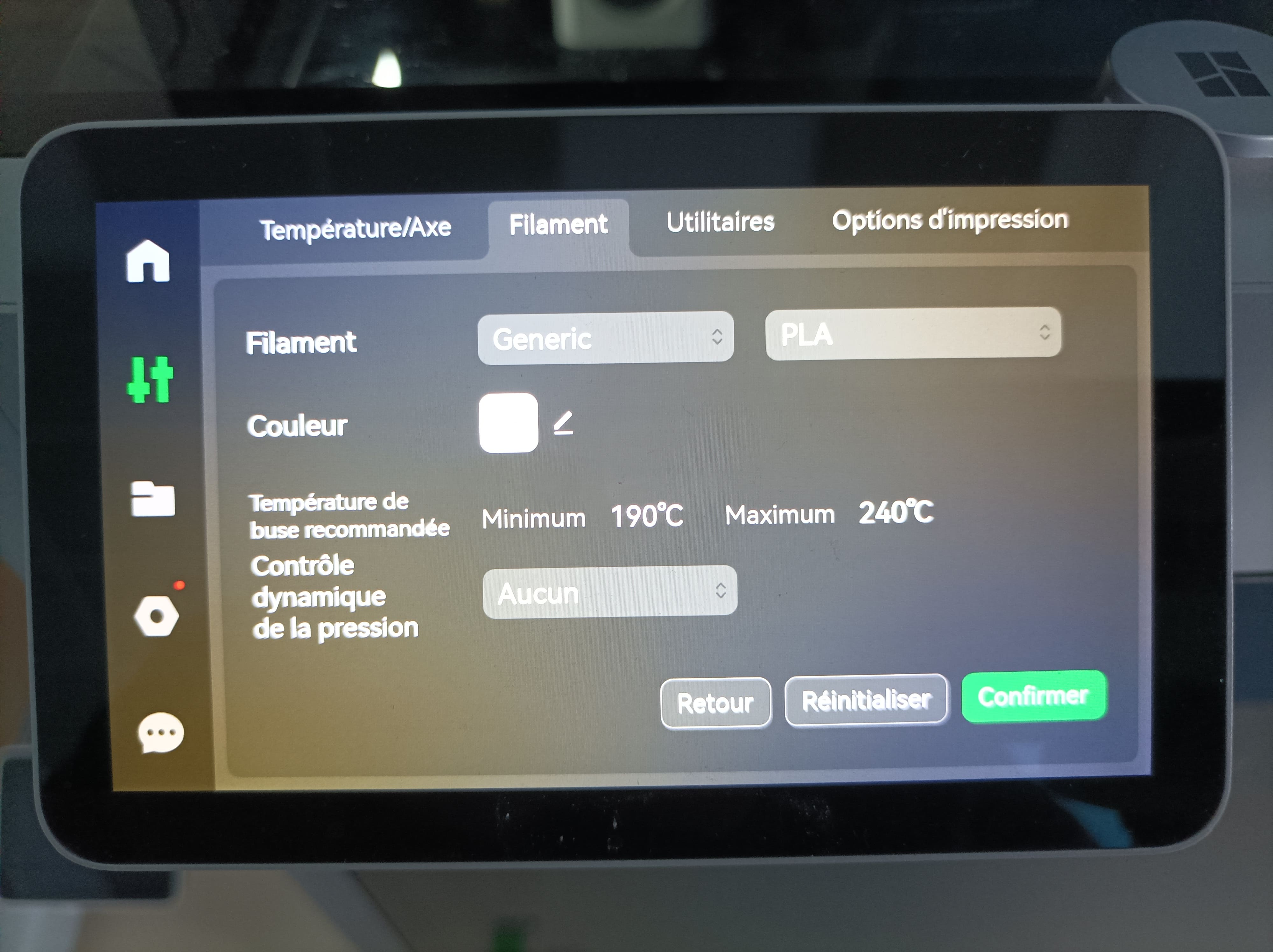
Dans la la partie Filament, indiquer quelle type de filament vous venez de mettre dans la machineDans la partie Couleur, indiquer quelle couleur de filament vous venez de mettre dans la machineCliquer sur confirmer
Pour

6. Cliquez sur confirmer
6. Lancer une impression
1. Retournez sur le logiciel et cliquez sur “Imprimer plateau” (Print plate)
Si2. vousDans n'utilisez“Imprimante”, passélectionner nosla imprimantes,bonne adapter le tutoriel à votre machine. Les étapes sont similaires.
Rendez-vous sur l'ordinateur du fablab.
Pour ceux qui réalise le paramétrage du fichier au fablabimprimante :
Ouvrir- 3DP-00M-955 → Bambu studioLab etX1 réaliserCarbon
- 3DP-039-234 → Bambu Lab A1 (gauche)
- 3DP-030-380 → Bambu Lab A1 mini
2. Activer ou désactiver les
Si vous réaliser le paramétrage chez vous et quecomme vous souhaitez lancer: Bed leveling, Flow Dynamics Calibration, Enable AMS (X1C), Timelapse.
Bed Leveling :
Vérifie automatiquement que le plateau est bien plat pour assurer une impressionbonne auadhérence fablab après :
- Appuyer surde la flèchepremière àcouche. cotéÀ deactiver "Print plate" tout en haut
à droite du logiciel puis sur Export all sliced file.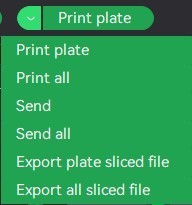
Réappuyer sur le bouton
et enregistrer le fichier sur une clé USB
- Une fois au fablab, ouvrez votre fichier sur Bambu studio depuis un des postes
A présent votre fichier est paramétrer. Il ne vous reste plus qu'à lancer l'impression.
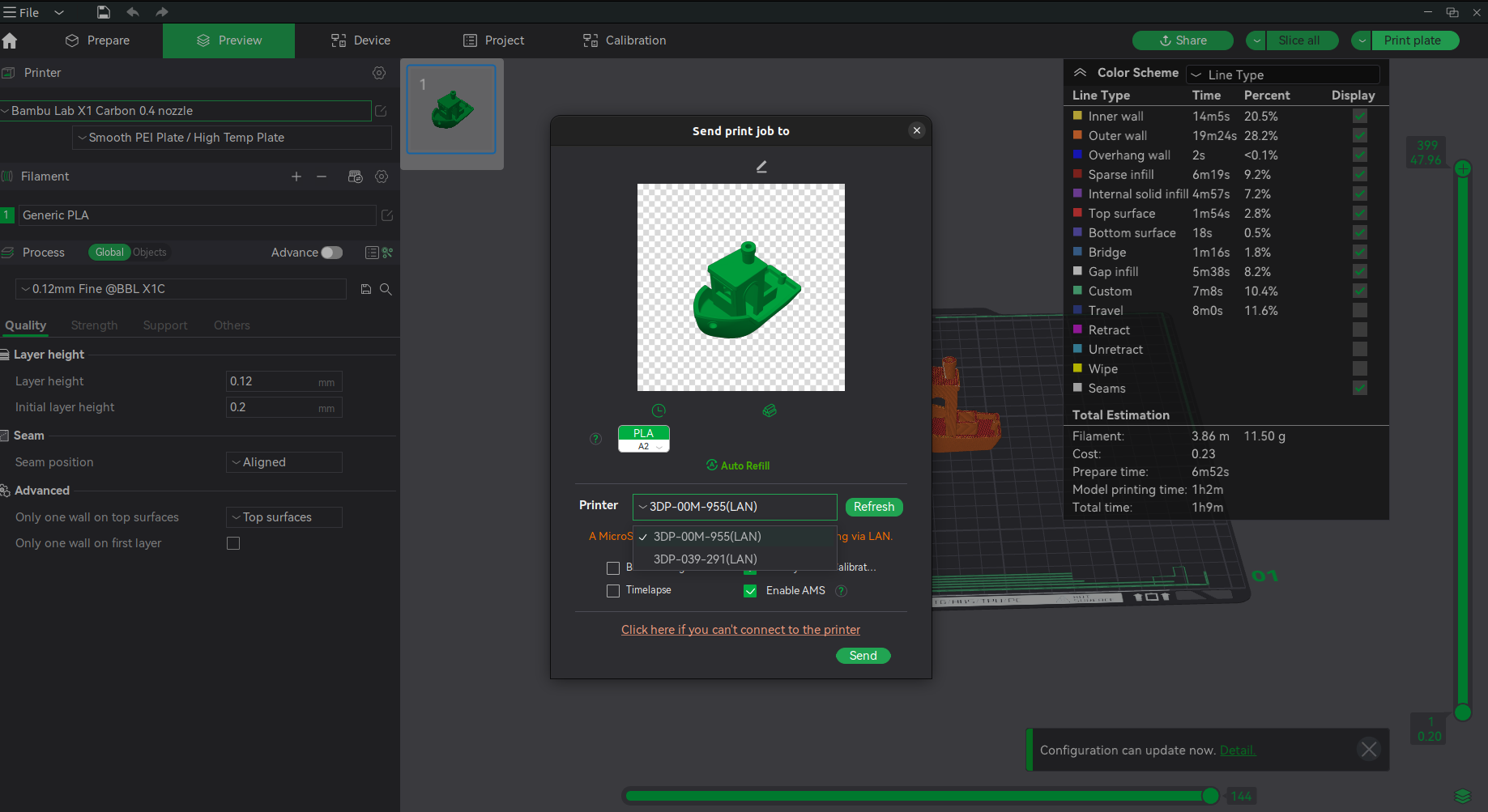
Cliquer sur "Print plate"
Dans l'ordre :
Sélectionner le filament utiliséSélectionner l'imprimante utilisée :3DP-00M-955(LAN) correspond àsi laBambulabmachineX1 Carbon3DP-039-291(LAN) correspond à la Bambulab A1 ( celle de droite)3DP-039-234(LAN) correspond à la Bambulab A1 ( celle de gauche)3DP-030-380(LAN) correspond à la Bambulab A1 mini
Cocher les paramètres souhaités :Bed leveling (nivellement automatique du plateau ) à cocher si vous ne savezn’a passi l'imprimante àété calibrée- récemment.
Flow Dynamics Calibration
a:
Ajustecocherlesi vous souhaitez vérifier avant l'impression l'adhérencedébit du filamentaupourplateauéviter - les sur- ou sous-extrusions. À activer lors de l’utilisation d’un nouveau filament.
Enable AMS (
UniquementX1C uniquement) :
Active le système multi-bobines pourlaimprimerBambulabenX1plusieursCarbon)couleursàoucochermatériaux.
Timelapse
à cocher si vous souhaité:
Créer une vidéode votre impression (elle sera enregistrer sur la carte SDaccélérée dela machine)
Appuyer sur "Send"
Votre l’impression démarre,à félicitation.
Pour aller plus loin :
Ajouter une imprimante en réseau local
Bambulab X1 Carbon
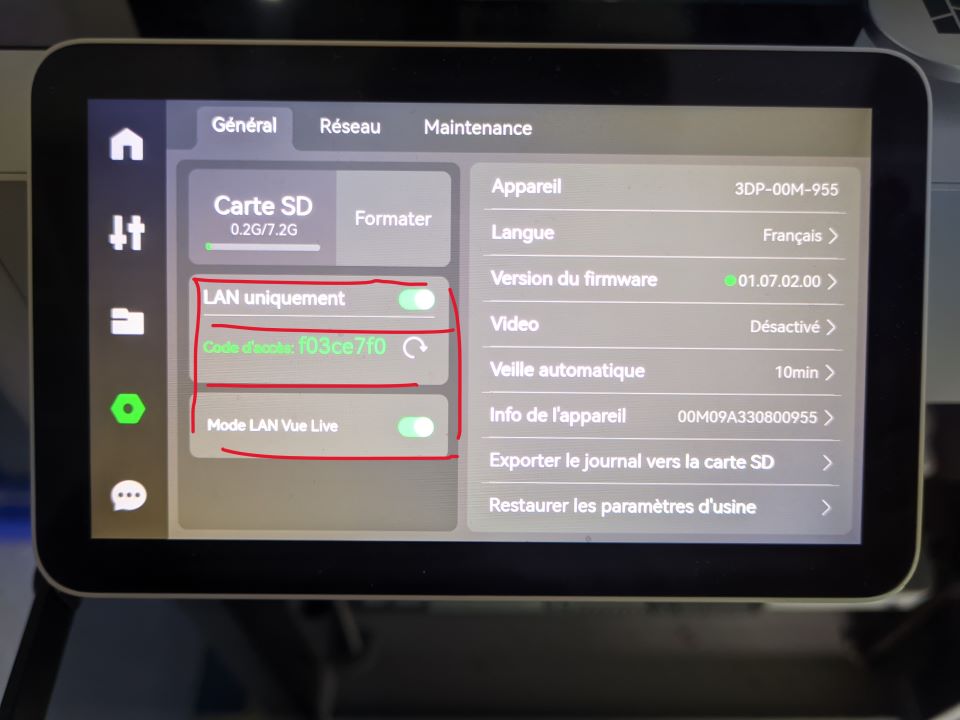
Sur l'imprimante :
Connecter l'imprimante au réseau du FabLab --> seul le wifi 2,4Ghz est supporté -->fab-labactiver "LAN uniquement" pour désactiver la connexion via le cloud et envoyer directement les fichiers du PC où tourne Bambu-Studio vers l'imprimanteActiver "Mode LAN Vue Live" pour pouvoir voirde la caméraà distance
Dans3. Bambu-StudioCliquez :sur “Envoyer” (Send).
4. Confirmer sur l’écran de l’imprimante pour démarrer l’impression.
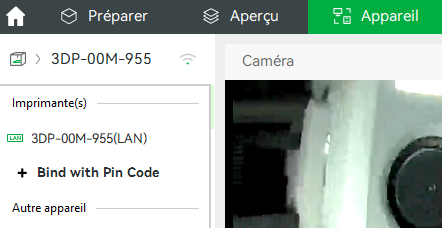
ConnecterBonnes pratiques et entretiens'assurer que le pare-feu ne bloque pas l'imprimanteAllerfilament dans lasectionbuse.Attendre que l'imprimante apparaisse, ex.3DP-00M-955Cliquer sur l'imprimante pour l'ajouter
7.
- Nettoyer/Enlever les impuretés de la plaque après chaque impression.
- Ranger les bobines.
- Vérifier la calibration régulièrement.
- Ne pas forcer le PC au réseau wifi du FabLab
- AppareilEn
Si l'imprimante n'apparaît pas, vérifier que l'application Bambu Studio n'est pas bloquée dans le pare-feu windows pour le réseau où est connecté l'imprimante :
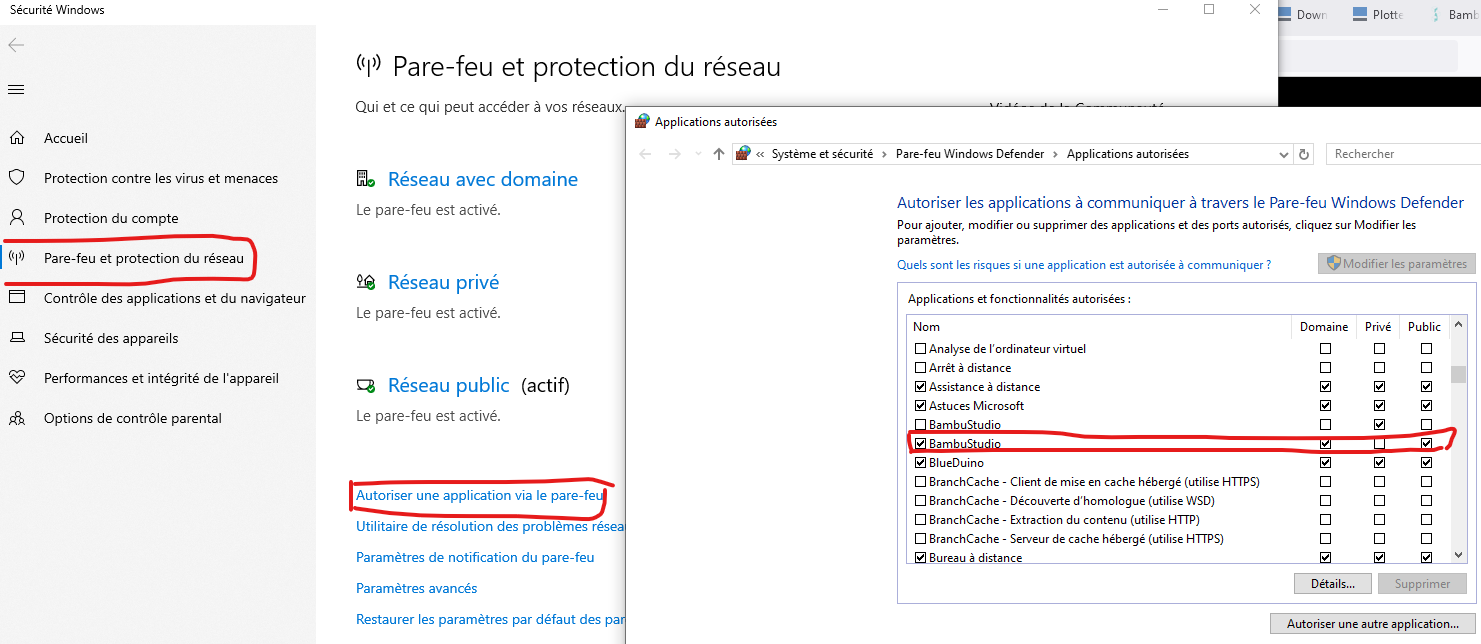
Ou vérifier dans le documentation BambuLab : https://wiki.bambulab.com/en/software/bambu-studio/failed-to-connect-printer
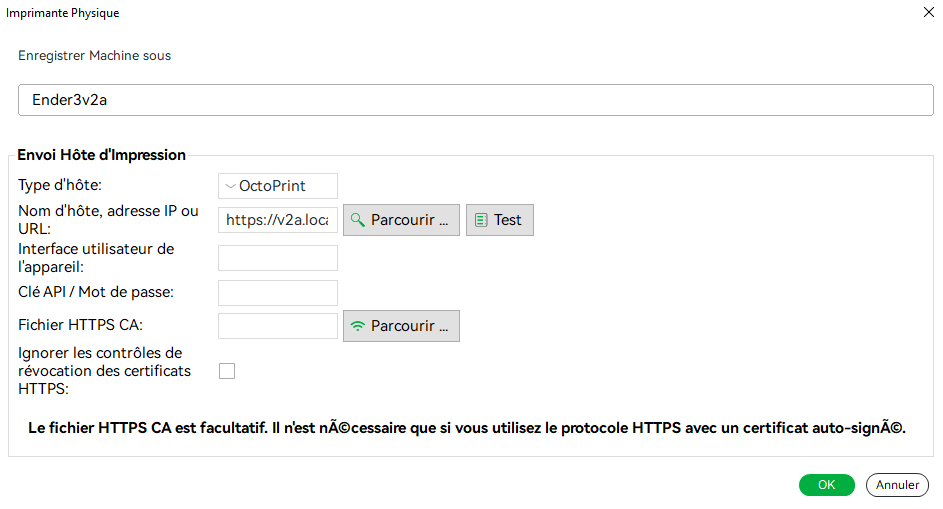
Autre imprimante via Octoprint
Prérequis : Installer Octoprint pour une imprimante et vérifier qu'elle est joignable via le navigateur https://innovation.iha.unistra.fr/books/1-fablab-vos-projets/page/serveur-dimpression-3d-octoprint-home-assistant
Si l'imprimante ou une taillecas debuseproblème,n'apparaitprévenirpas,uncliquer surSélectionner des imprimanteset l'ajouterSélectionner l'imprimante à ajouter dansPréréglages système
Cliquer sur le logo WifiRécupérer l'URL de l'instance Octoprint correspondant à l'imprimantehttps://innovation.iha.unistra.fr/books/1-fablab-vos-projets/page/adressage-ip-du-reseau-du-fablab#bkmrk-configuration-r%C3%A9seauexemple de configuration pour la Ender 3 v2 A :