
Utilisation de l'imprimante 3D résine
1. Caractéristiques
- Poids 10.35kg
- Dimensions machine : 31.5 x 31.2 x 53.0 cm
- Volume imprimable : 132 x 74 x 175 mm
- Formats supportés : .cws, .zcodex, .sl1, .zip
- Formats supportés par le slicer Z-Suite : .stl, .obj, .dxf, .3mf, .ply
- Technologie : LCD UV (~200H de durée de vie de l'écran)
- Taille de pixel : 0.05 mm
- Épaisseur de couche : 0.01, 0.05, 0.1mm
- Résine 405nm
- Prix : à partir de 1899€
2. Principe de fonctionnement

Type de résines : Résine lavable à l'eau SUNLU
3. Procédure d'utilisation
Toujours manipuler la résine ou le bac à résine avec des gants
Phase 1 : Choisir ou modéliser un fichier 3D
-
Rechercher un modèle sur Thingiverse
-
Rendez-vous sur Thingiverse.
-
Utilisez la barre de recherche pour trouver un modèle qui vous intéresse.
-
Téléchargez le fichier 3D (à généralement au format
.STLou.OBJ).
-
-
Modéliser un fichier sur Tinkercad
-
Connectez-vous à Tinkercad.
-
Créez un nouveau projet et utilisez les outils de base pour concevoir votre modèle.
-
Exportez votre création au format
.STLune fois terminé.
-
- Modéliser un fichier sur SolidWorks
- Ouvrez le logiciel SolidWorks.
- Créez une nouvelle pièce.
- Enregistrez votre pièce et exportez la sous le format
.STL.
Phase 2 : Importer le fichier dans Z-Suite
-
Ouvrir Z-Suite
-
Lancez Z-Suite sur votre ordinateur.
-
Assurez-vous que le logiciel est configuré pour votre imprimante (Zortrax Inkspire).
-
-
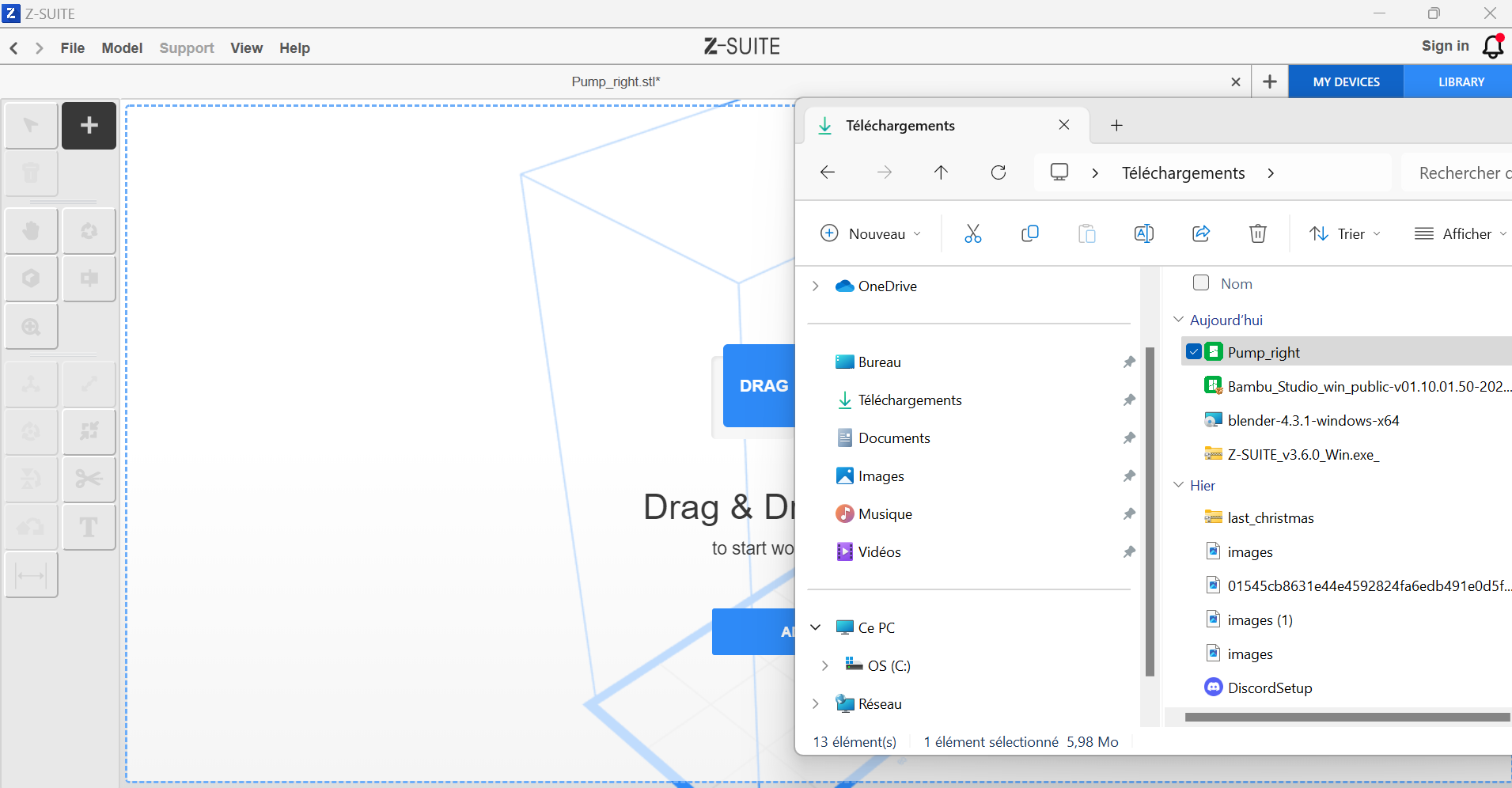
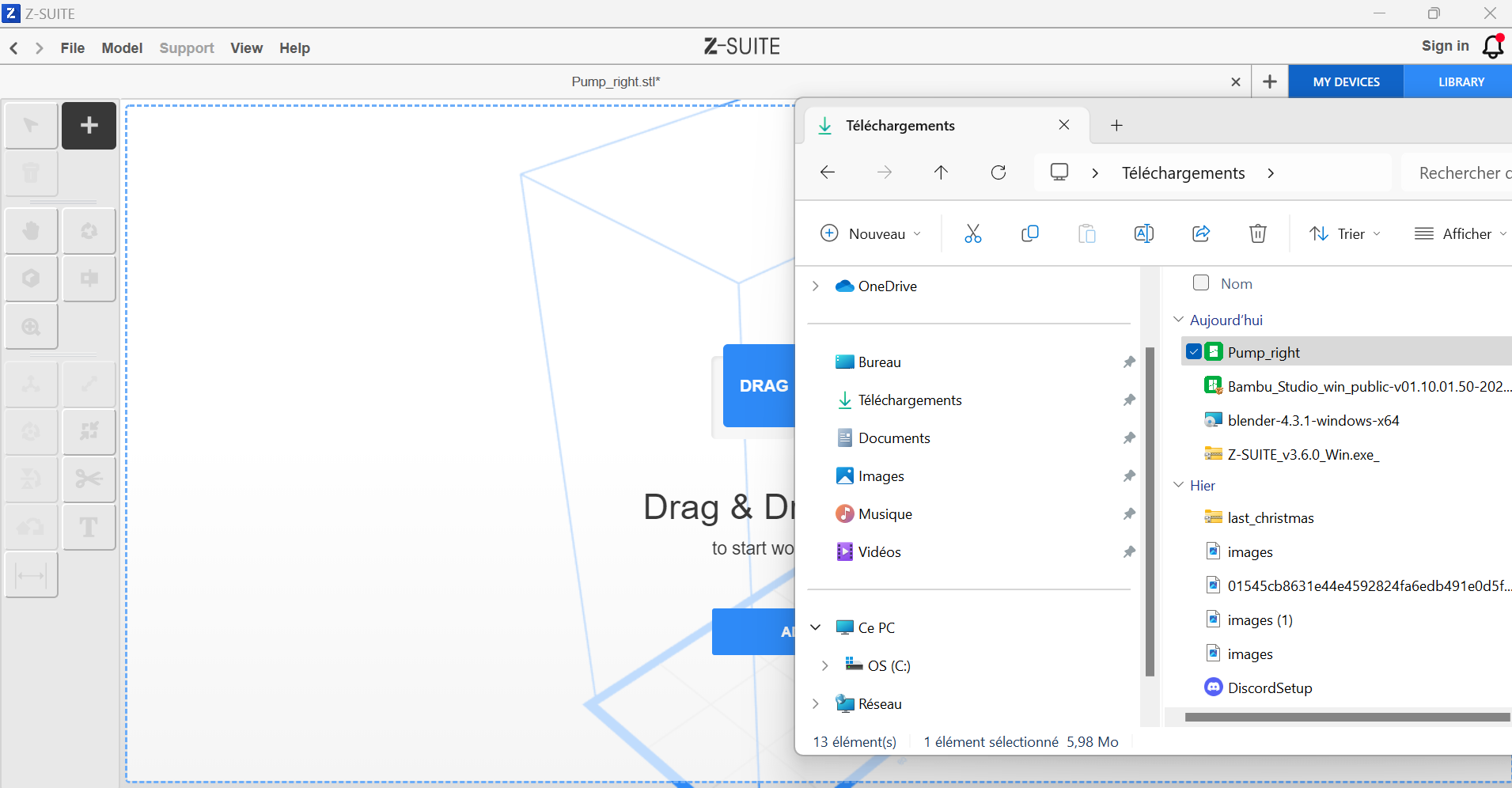
Importer le fichier
-
Cliquez sur « Ajouter un fichier » ou glissez directement votre fichier
.STLdans le logiciel. -
Vérifiez que votre modèle est correctement chargé dans l’espace de travail.
-
-
Phase 3 : Bien paramétrer le modèle
-
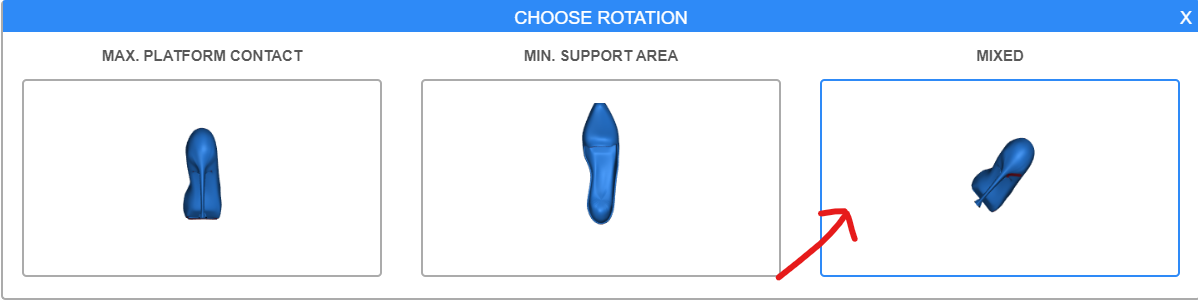
Orientation du modèle
-
Orientez votre modèle pour réduire la surface de contact avec le plateau (utile pour minimiser les supports).
-
Privilégiez une légère inclinaison pour éviter les défauts d’impression (par ex. : 30°). Vous pouvez cliquez sur "Mixed" lorsque le logiciel vous demande de choisir la rotation.
-
-
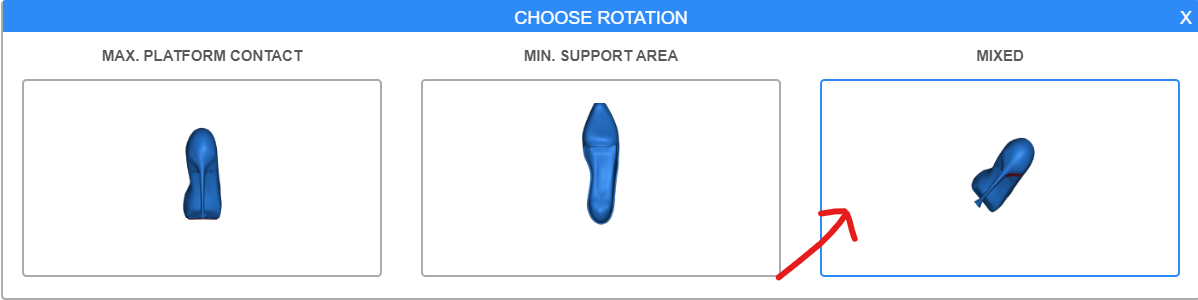
En fonction de l'orientation choisie, la qualité de la pièce peut être impactée : l'orientation "Mixed" permet de manière général un meilleur rendu au détriment d'un temps d'impression plus long
-
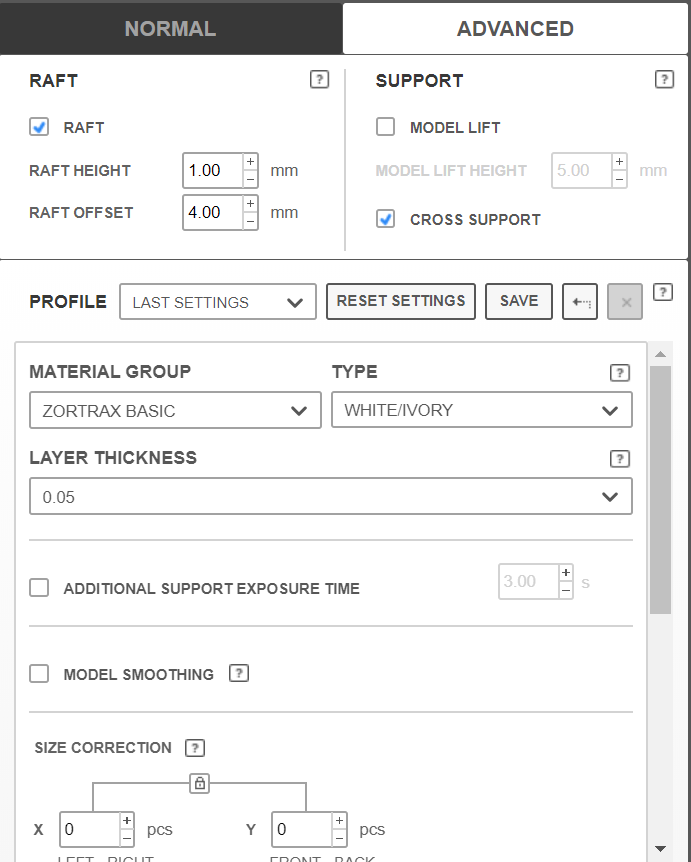
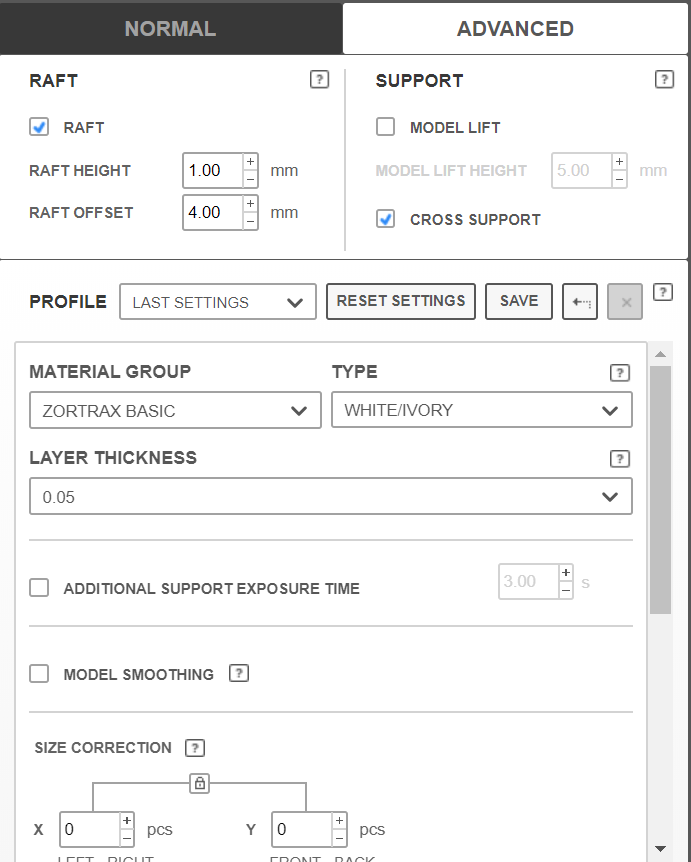
Réglages de résine
-
Consultez les recommandations du fabricant de votre résine (durée d’exposition, épaisseur de couche, etc.).
-
Paramétrez ces valeurs dans Z-Suite :
-
Épaisseur de couche.
-
Temps d’exposition (par couche et pour la base).
-
-
-
-
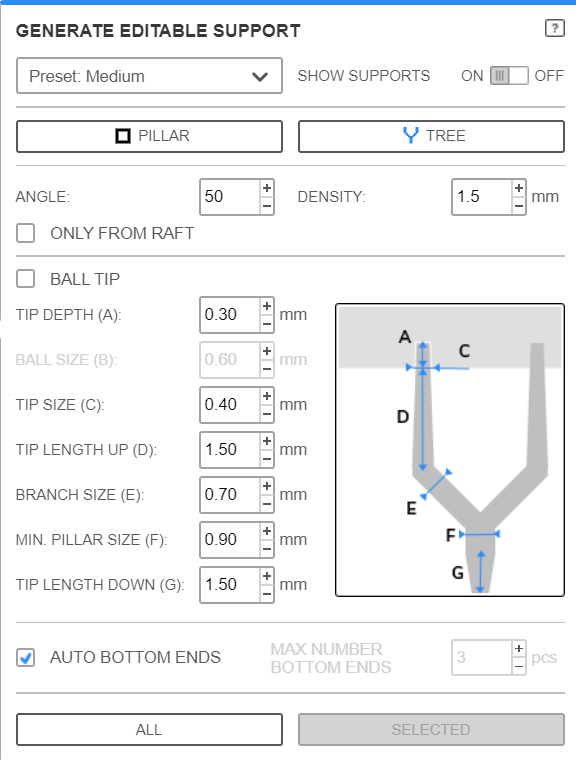
Génération des supports
-
Activez l’option de génération automatique des supports (si l'orientation choisie plus haut nécessite des supports).
-
Ajustez les supports si nécessaire pour bien maintenir les parties suspendues du modèle.
-
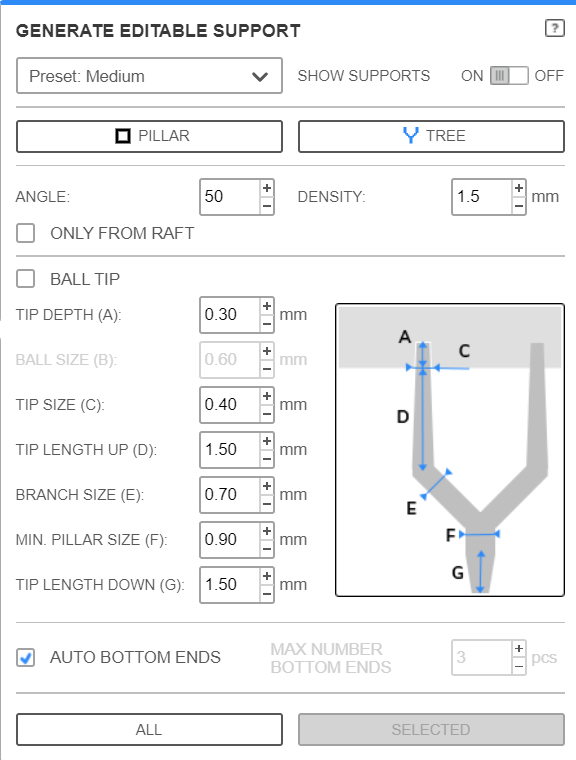
- Appuyer sur le bouton "All" pour les activer.
-
-
Vérifications finales
-
Utilisez l’aperçu pour vérifier chaque couche de votre modèle.
-

-
Sauvegardez le fichier en format compatible (
.zcodex) avec votre imprimante sur la clé.
-


Phase 4 : Lancer l’impression sur l’imprimante
Vérifier que le bac à résine est vide avant de lancer une impression. Si celui-ci n'est pas vide, vérifier que la résine est encore "fraîche" et que celle-ci est exploitable.
-
Préparer l’imprimante
-
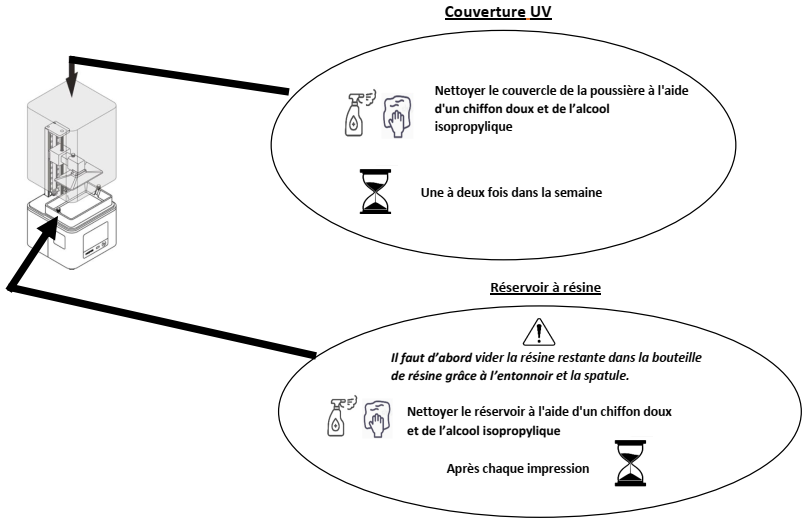
Si le bac à résine est vide, nettoyez le plateau d’impression pour assurer une bonne adhésion à l'aide d'un chiffon doux et d'alcool isopropylique.
-
Si le bac à résine est vide, secouez le bidon de résine et remplissez le bac avec le produit.
-
Ne pas mettre trop de résine dans le bac, en mettre au minimum 100 mL, au maximum 250 mL.
-
-
Transférer le fichier
-
Chargez le fichier sur l’imprimante via une clé USB.
-
- Étalonnez la machine
- Rendez vous dans "Outils" puis cliquez sur "Étalonnage"
- Suivez la procédure d'étalonnage indiquée par la machine (il faudra pour cela vous munir d'une clé allen).
- Rendez vous dans "Outils" puis cliquez sur "Étalonnage"
-
Lancer l’impression
-
Accédez au menu de l’imprimante et sélectionnez votre fichier.
-
Vérifiez les paramètres affichés, puis démarrez l’impression.
-
-
Suivi et fin d’impression
-
Surveillez les premières minutes pour vous assurer que la base adhère correctement au plateau.
-
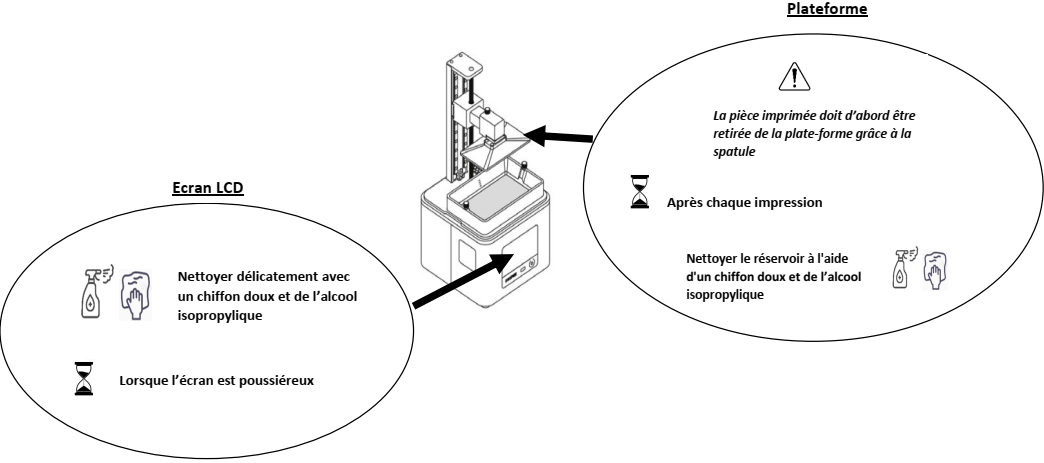
Une fois l’impression terminée, retirez le modèle avec soin.
-
Après l’impression : Post-traitement
-
Nettoyage
-
Dégagez les supports avec précaution.
- Plongez le support avec la pièce dans le bain à ultrason en vérifiant que l'alcool isopropylique du bain à ultrason est encore "propre".
- Allumer le bain à ultrason pour une durée de 300 secondes. N'hésitez pas à bouger la pièce de temps en temps durant ce laps de temps afin d'être sûr d'éliminer les restes de résine.
-
-
Durcissement
-
Placez le modèle sous une lampe UV ou dans une machine de post-curing pour finaliser le durcissement.
-
Et voilà, votre impression résine est terminée !
Si la résine qui reste dans le bac n'est pas utilisée au courant des jours qui viennent, merci de la filtrer et de la remettre dans le bidon d'origine. Pour ce faire, aidez vous de l'entonnoir ainsi que d'un filtre jetable vendu avec le bidon de résine.
4. Maintenance et actions de nettoyage
Nettoyage de la machine
Changement du filtre
Suivez la procédure indiquée sur la vidéo ci-dessous pour effectuer le changement du filtre :
https://youtu.be/64ypxE3UjRE?si=QiGtU7_0rRW1qmrS
Le filtre est à changer dès que vous constatez que celui-ci se désagrège, au bout de quelques impressions.
5. Matériel inclus

6. Arbre des défaillances
- Si l'impression est transparente et/ou peu rigide :
- Vous avez probablement oublié de mélanger la résine et imprimé avec principalement du solvant
-
solution : bien secouer le bidon de résine avant usage
- Si l'impression est peu rigide
-
solution : exposer la pièce 24h aux UV du soleil ou dans la machine de durcissement en la retournant pour que toutes les faces soient exposées
-
No Comments