
Tutoriel – Impression 3D Résine (Photon Mono X / Mars 2 / Mars 2 Pro)
1. Introduction à l’impression 3D Résine
L’impression 3D résine fonctionne par photopolymérisation : une source lumineuse UV durcit la résine liquide couche par couche à travers un écran LCD. Le plateau se soulève progressivement, formant l’objet. Ce procédé permet d’obtenir des pièces très précises et fines, idéales pour la bijouterie, les figurines ou les prototypes.
2. Présentation des imprimantes du FabLab
3. Choisir son modèle 3D
Pour utiliser les imprimantes 3D, vous avez le choix de créer votre propre modèle ou bien de prendre des modèles déjà faits par d’autres utilisateurs sur internet
Créer son propre modèle 3D :
Utiliser des logiciels de CAO comme Onshape, Blender, Fusion 360 ou bien encore Solidworks.
Lien du tutoriel pour l’utilisation de Onshape :
Exportez votre modèle au format “.stl”.
Trouver un modèle 3D existant :
Il existe différents sites :
-
https://www.thingiverse.com/
-
https://www.printables.com/
-
https://www.myminifactory.com/ (contient des éléments payants)
Télécharger votre modèle au format ”.stl”
4. Configuration de base du logiciel
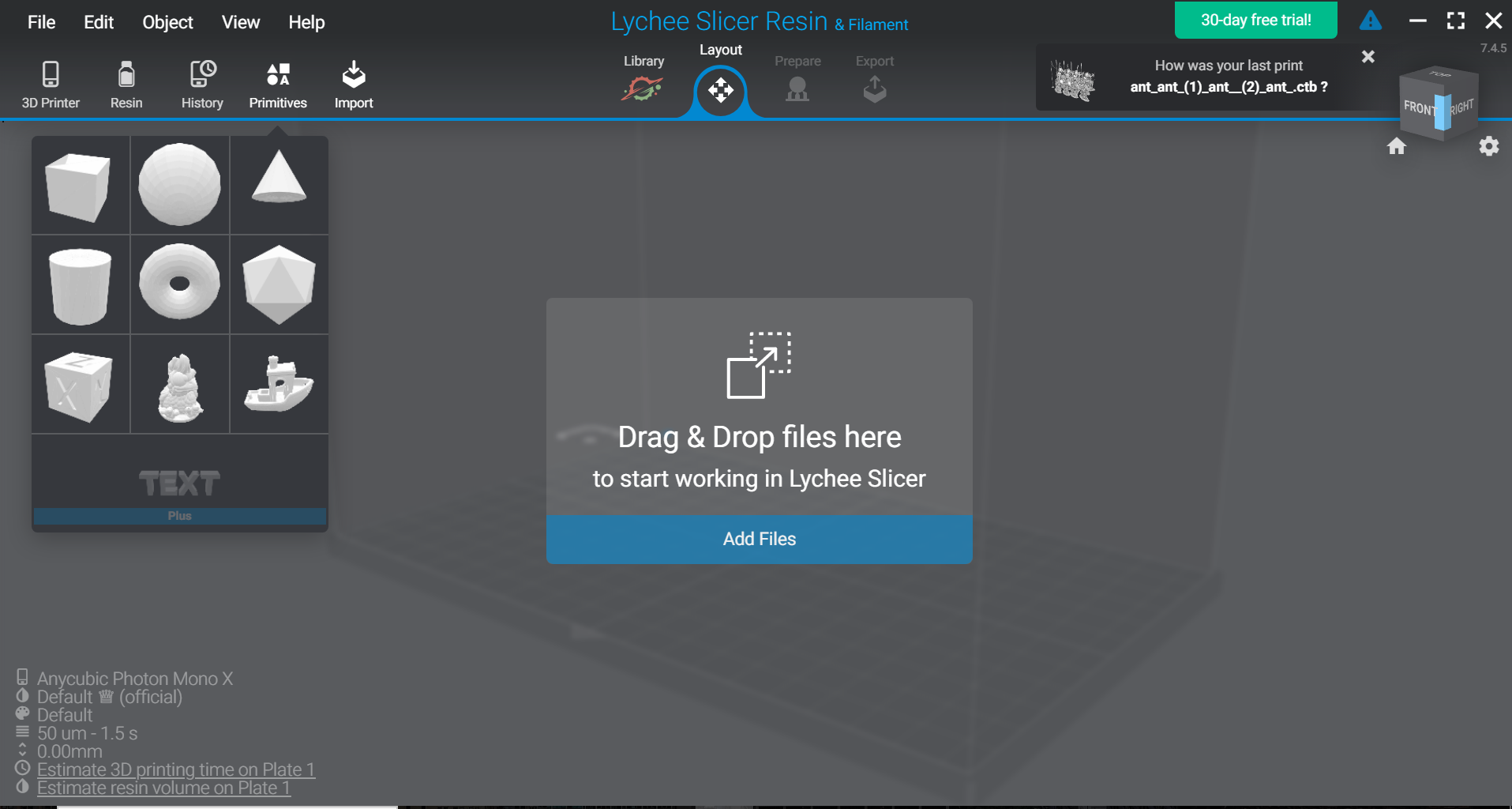
Lychee Slicer est le logiciel utilisé pour préparer vos fichiers avant impression. Il convertit le modèle 3D (.stl) en un fichier exploitable par l’imprimante (.photon, .cbddlp, etc.).
Installation
Téléchargez Lychee Slicer ici :
https://mango3d.io/download-lychee-slicer
Importation du modèle
Glissez votre fichier “.stl” dans Lychee ou cliquez sur “Add Files” et chercher le modèle dans l’explorateur de fichier.
Choix des machines
1. Allez dans “3D Printer”

2. Cliquez sur “Add”
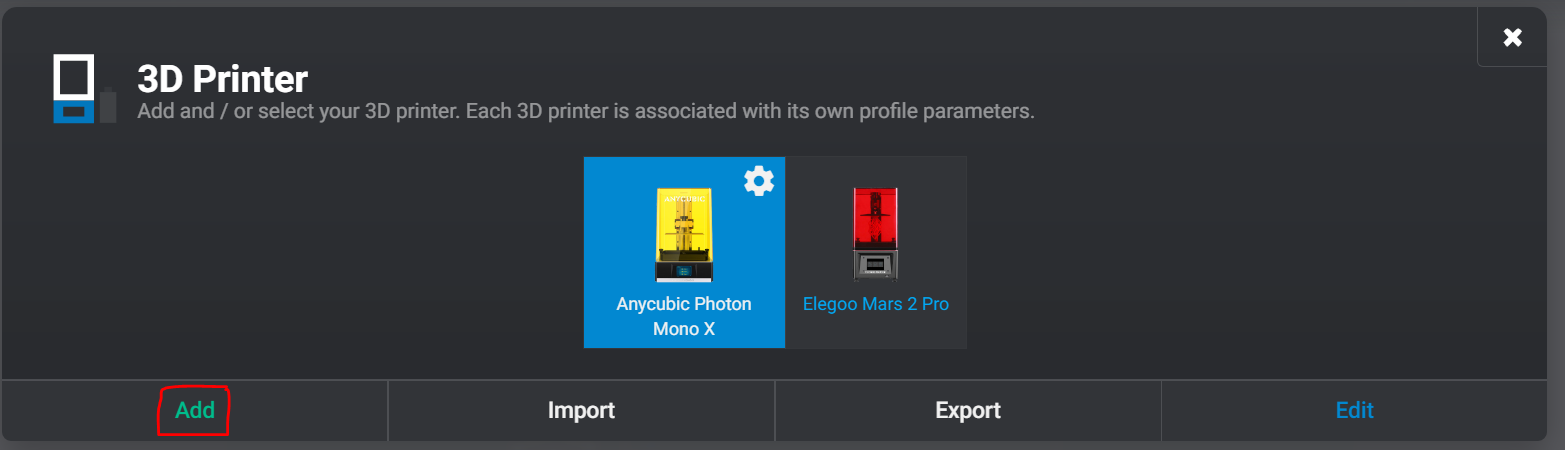
3. Cliquez sur “Resin 3D Printer”
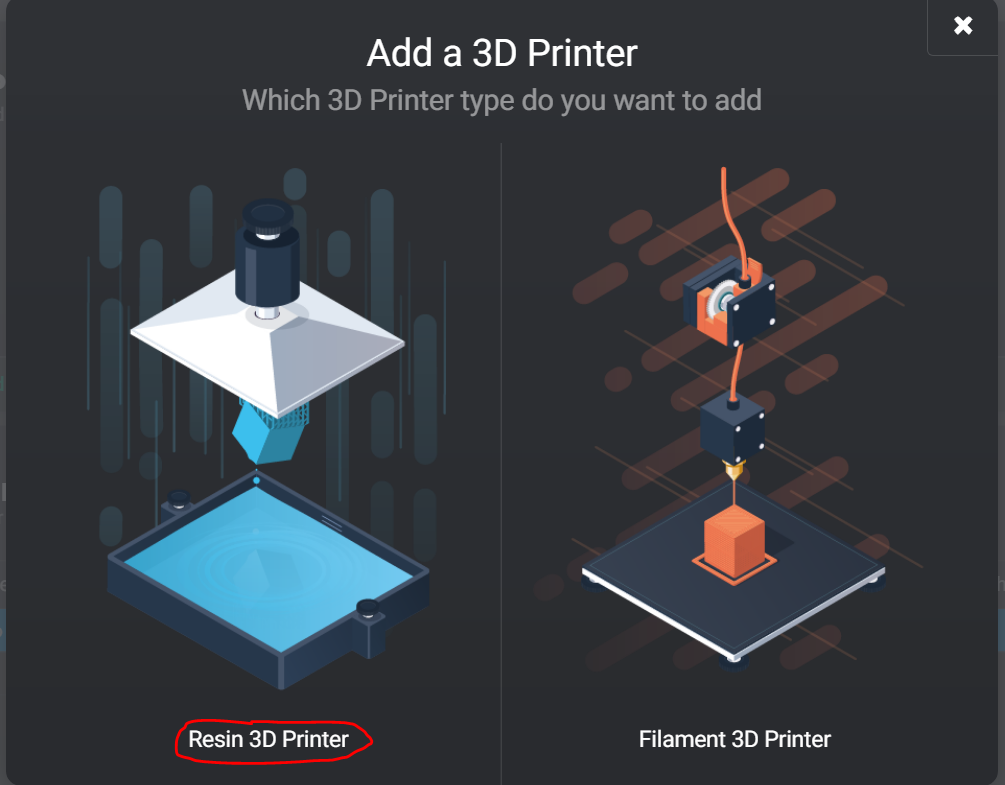
4. Dans le nouvel onglet qui apparaît, vous pouvez rechercher votre imprimante et la sélectionner.
Au Fablab, nous avons les imprimantes :
-
Anycubic Photon Mono X
-
Elegoo Mars
-
Elegoo Mars 2 Pro
5. Sélectionner la machine que vous souhaitez utiliser pour l’impression.
5. Choix de la résine et paramètres
1. Restez dans l’onglet de choix des imprimantes

2. Descendez en bas de l’onglet et cliquez sur “Add New Resin”
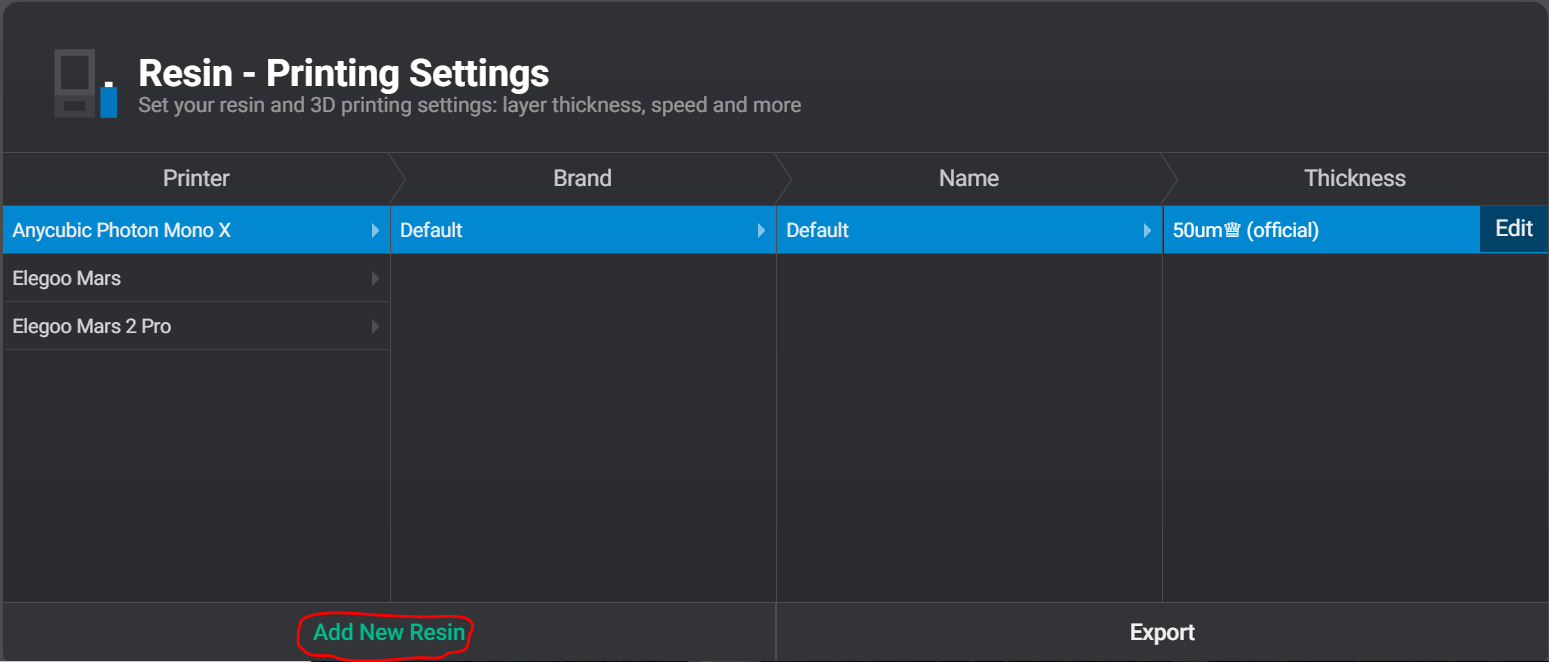
3. Sélectionner la résine que vous utilisez :

Printer Brand = Marque de l’imprimante utilisée
Printer Model = Modèle de l’imprimante utilisée
Resin Brand = Marque de la résine utilisée
Resin Name = Nom de la résine utilisée
Resin Color = Couleur de la résine utilisée
Si la résine que vous utilisez n’est pas répertoriée, il faudra paramétrer manuellement la résine.
Cliquez sur “Add New Resin” en bas de l’onglet.
Entrez les informations du fabricant de la résine.
NB : Les informations les plus importantes pour le paramétrage sont généralement indiquées sur le contenant ou sur l’emballage.
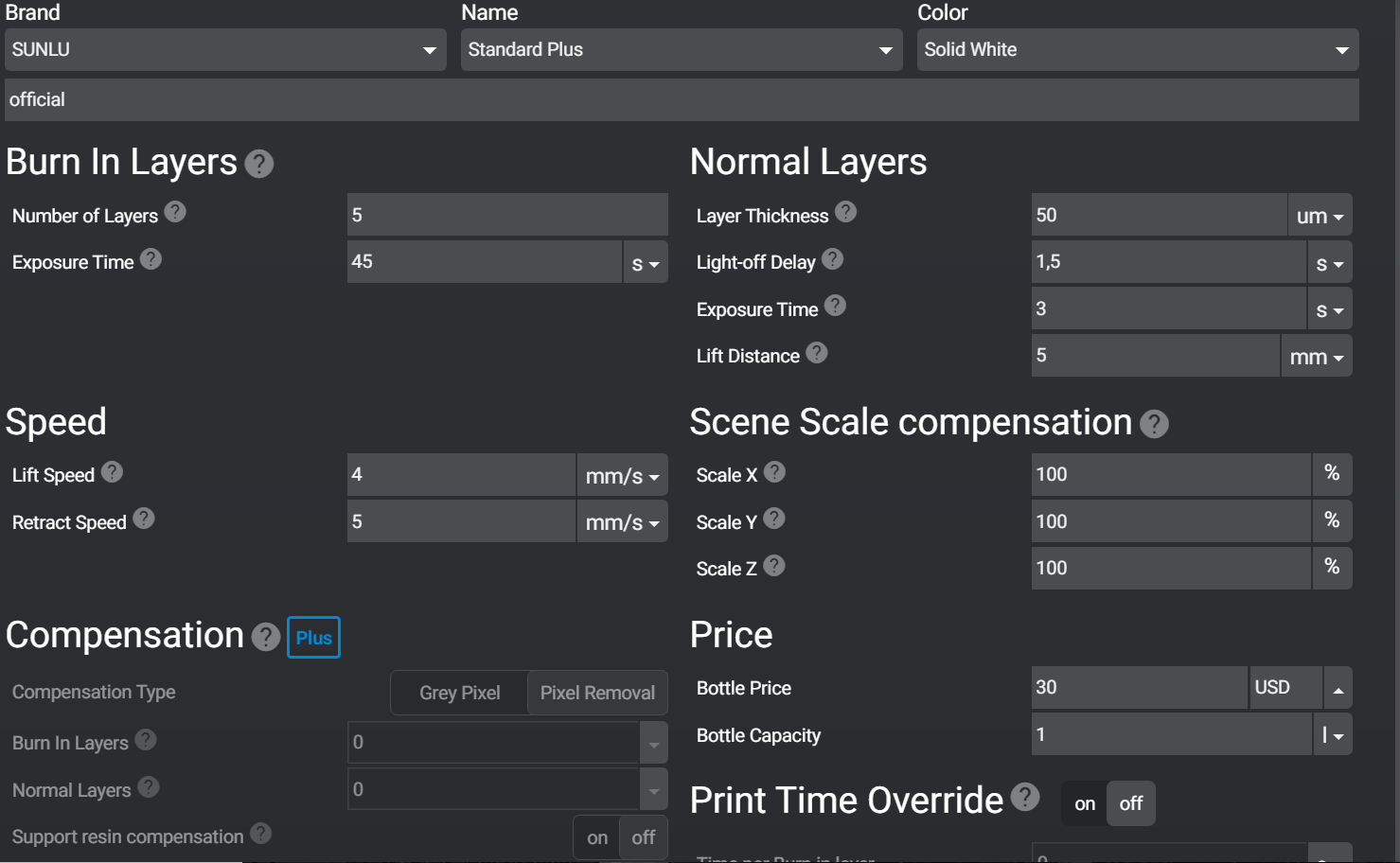
4. Enregistrez les modifications et passez à l’étape suivante.
6. Paramétrage du modèle
1. A gauche de l’écran, vous disposez de différents outils pour placer votre ou vos modèles correctement sur le plateau.
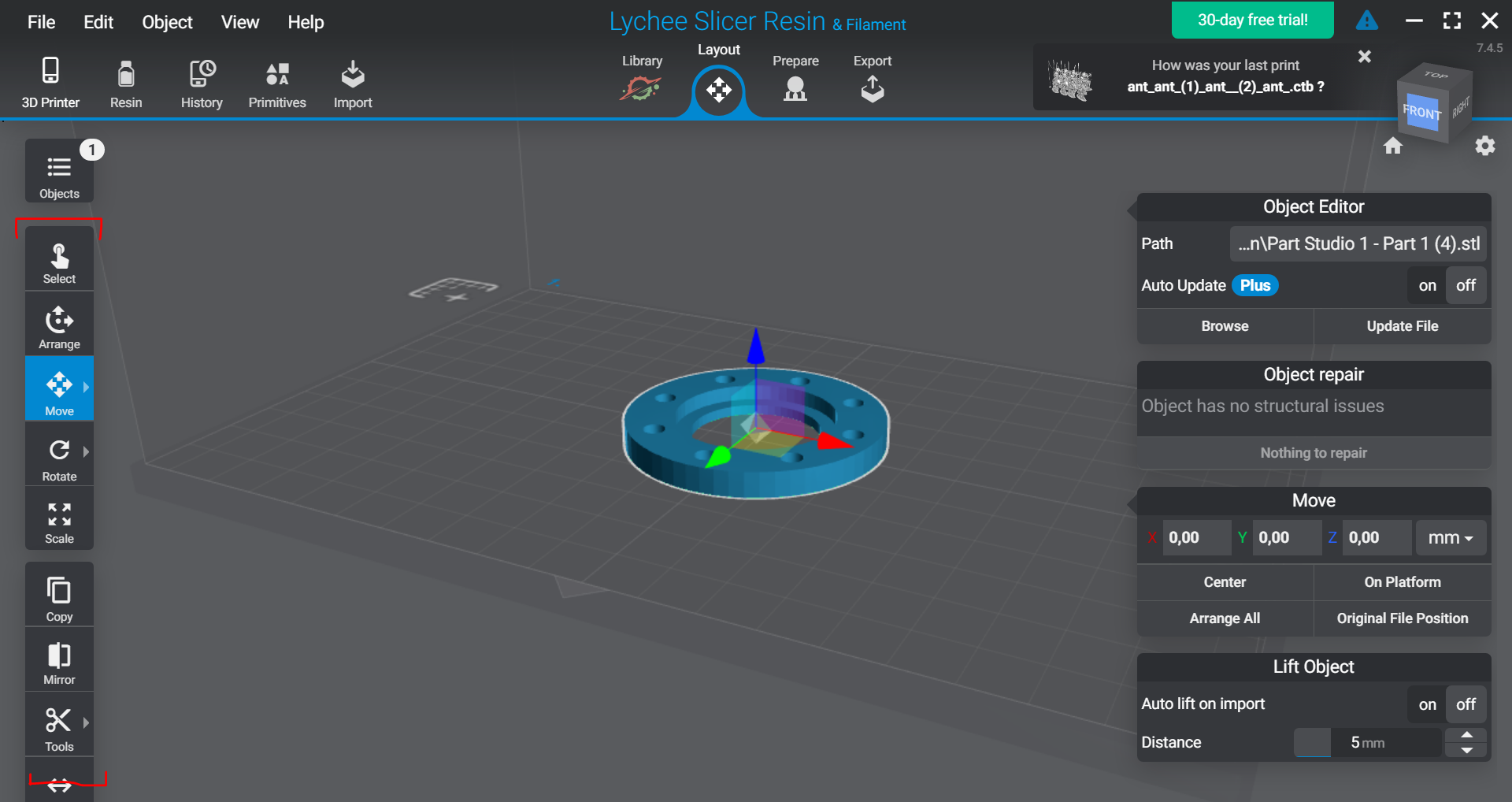
Select : Permet de sélectionner votre modèle
Move : Permet de déplacer le modèle où l’on souhaite.
NB : Si vous avez plusieurs modèles, il vous suffit de cliquer sur “Arrange All” pour les disposer automatiquement et de façon bien ordonnée sur le plateau
Rotate : Permet d’orienter la pièce dans différents sens selon les axes X, Y et Z.
Attention : Sélectionner votre modèle et utiliser l’outil “Auto orientation”
Votre modèle ne doit jamais être imprimé à plat
NB : Pourquoi votre modèle ne doit jamais être imprimé à plat :
Risque de succion (effet ventouse)
Lorsqu’une pièce est imprimée totalement à plat sur le plateau, la première couche couvre une grande surface en contact direct avec le film FEP.
Au moment du levage, cela crée un vide entre la pièce et le film, empêchant l’air de circuler.
Cette dépression génère une forte succion qui peut provoquer :
-
Le décollement de la pièce du plateau,
-
L’arrachement du film FEP,
-
Ou un blocage du moteur de l’axe Z.
Mauvais pelage des couches
Pendant l’impression, chaque couche doit se détacher du film FEP.
Si la pièce est posée à plat, la surface à décoller est trop importante.
Cela augmente les contraintes mécaniques et peut entraîner :
-
Des déformations,
-
Des couches irrégulières,
-
Des marques visibles sur la surface inférieure.
Surcure et marques visibles
Les couches en contact direct avec le plateau reçoivent davantage de lumière UV, car elles restent plus longtemps exposées pendant la phase d’adhérence.
Elles deviennent donc trop dures et forment une base brillante ou légèrement écrasée, souvent très différente du reste de la pièce.
Difficulté de retrait
Une pièce imprimée à plat adhère fortement au plateau, rendant son retrait difficile.
L’usage d’une spatule devient risqué et peut endommager la surface d’adhérence ou casser la pièce.
Tensions internes et déformations
Le durcissement UV provoque une légère contraction du matériau.
Lorsqu’une pièce est imprimée à plat, cette contraction ne peut pas se répartir uniformément, ce qui entraîne des déformations ou des fissures après impression.
Bonne pratique : imprimer inclinée et surélevée
Pour éviter ces problèmes, il est recommandé de toujours :
-
Incliner la pièce entre 30° et 45° sur au moins un axe,
-
L’élever de 2 à 5 mm au-dessus du plateau à l’aide de supports.
Cette méthode présente plusieurs avantages :
-
Réduction de l’effet de succion,
-
Décollage progressif et régulier,
-
Meilleure circulation de la résine,
-
Moins de déformations et de marques visibles,
-
Retrait plus facile et plus sûr.
L’outil “Auto orientation” permet d’optimiser tout cela.
Scale : Permet de redimensionner votre modèle
Copy : Permet de dupliquer votre modèle
2. Allez dans l’onglet “Prepare”.
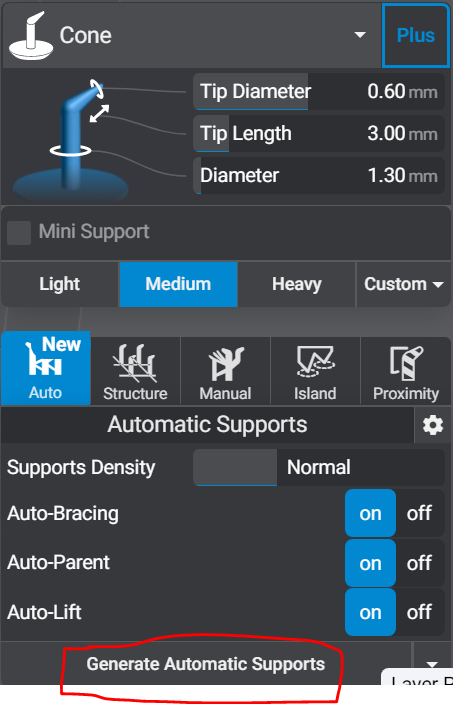
3. Appliquer les paramètres comme indiqué ci-dessous et cliquer sur “Generate Automatic Supports”
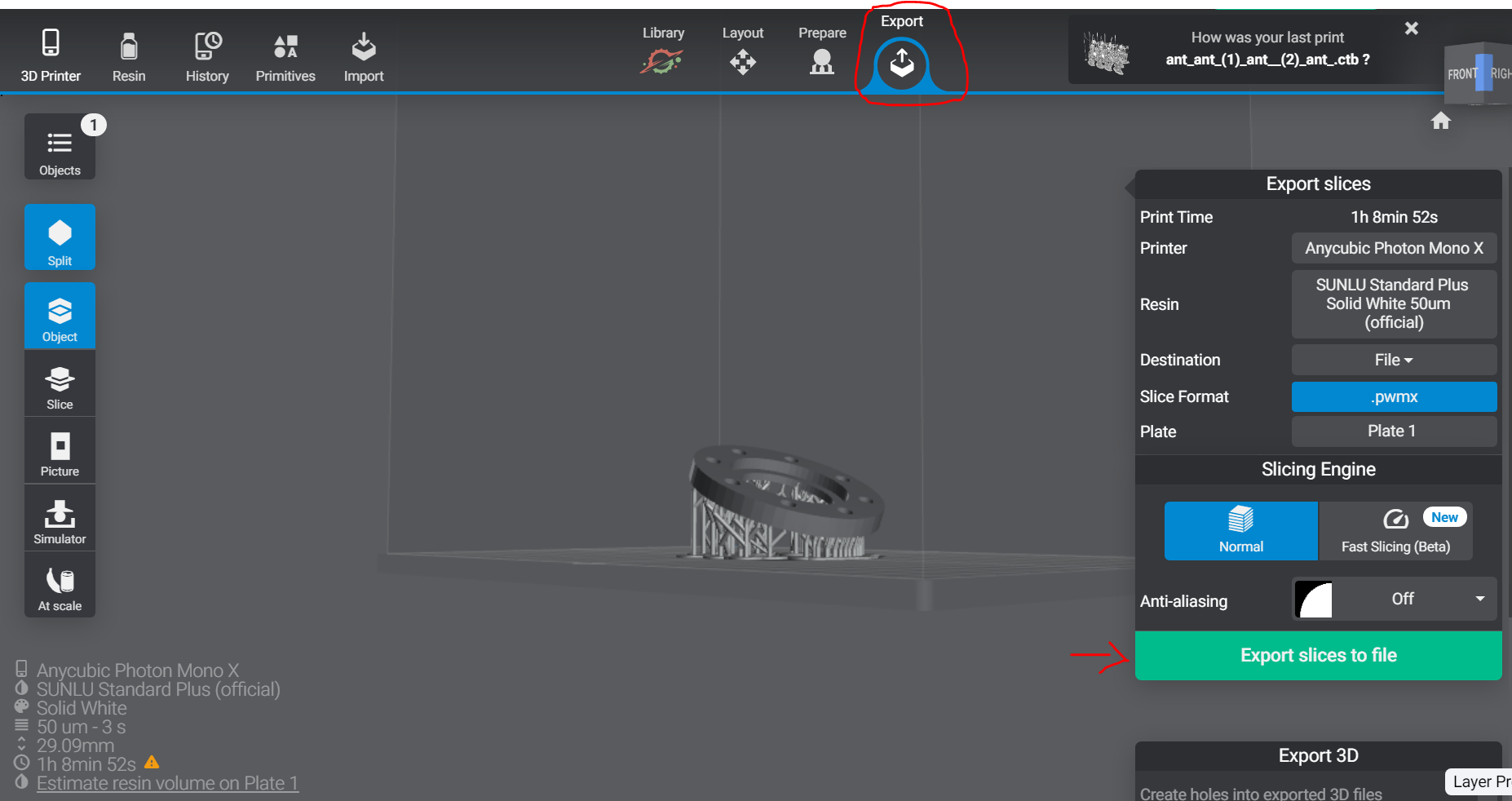
4. Exportez votre modèle sur la clé USB de la machine en la sélectionnant dans “Destination” puis cliquez sur “Export slices to file”
5. Attendez que le fichier se génère.

6. Éjecter la clé USB et aller sur le poste machine.
7. Utilisation de la machine
1. Allumer la machine et brancher votre clé USB
2. Vérifier le niveau de résine, et remplir si nécessaire (se mettre quelques millilitres en dessous du max pour être tranquille)
3. Cliquez sur “Print”, sélectionnez votre fichier, lancer l’impression et fermer le capot.
8. Post-traitement
Attention : pour les étapes 2 et 4, veuillez vous référer à un responsable
Une fois l’impression terminée :
1. Retirez la pièce du plateau avec précaution.
2. Lavez-la dans un bain d’alcool isopropylique (IPA) ou à l’eau pendant 3 à 5 minutes selon la résine
3. Laissez sécher.
4. Polymériser la pièce sous lampe UV ou dans une station de cure pendant 5 à 10 minutes.
No Comments